
摘要:本篇技术文章详细解析了《UG NX 1980 加工工艺实例课:29、第二十九节课_案例、虎钳压板配合工艺讲解》中的CNC加工与UG编程策略。文章聚焦于一个特定工件的多面加工难题,深入探讨了如何通过UG NX进行毛坯设定、几何体分割,以及在不同加工序列中如何灵活运用虎钳、压板或定制夹具进行高效且稳定的夹持。重点演示了“裁问体”、“加厚”等关键功能的应用,并总结了三条实战避坑经验,旨在为读者提供一套清晰的加工思路与编程实践指导。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128081006127-s1_1769558998.jpg)
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/01/20260128081007291-s2_1769558998.jpg)
UG NX 1980 加工工艺实例课:虎钳压板配合工艺详解
1. 工件分析与初始毛坯设定
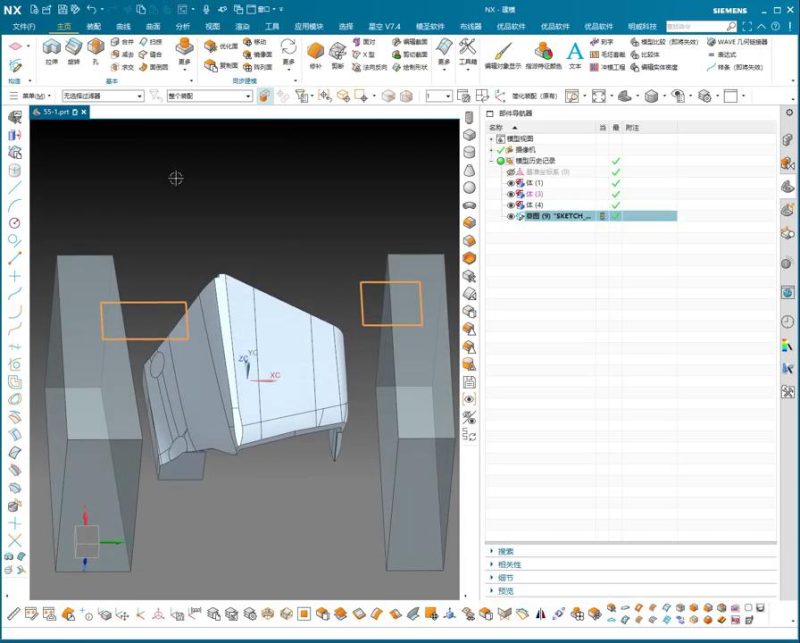
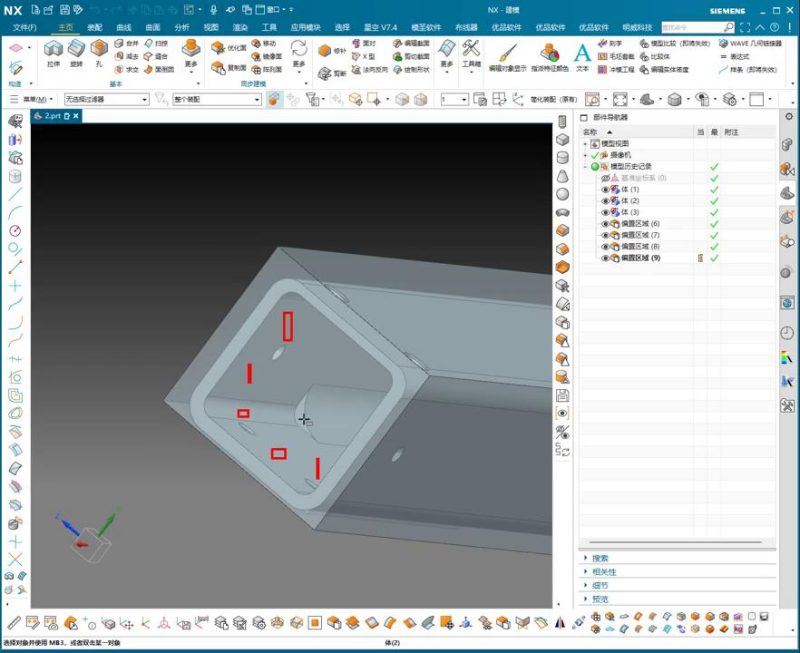
本次课程围绕一个特定工件展开,该工件的尺寸大约在200mm左右。在UG NX中进行加工编程前,首要任务是根据设计图纸确定合理的毛坯尺寸。视频中演示了对原始模型进行简单的包覆操作,初步生成了一个略大于最终零件尺寸的毛坯,为后续的粗加工预留充足的加工余量。
2. 首序加工策略:虎钳夹持与粗加工
对于工件的第一道加工序列,夹持方式的选择至关重要。如果工件几何形状允许,最直观且常用的方法是使用虎钳直接夹持工件的某一侧面,确保其稳固性。在虎钳夹持下,可以对工件的另一侧面进行粗加工,快速去除大部分余量。这种方式适用于初始毛坯较为规整,且夹持面不易变形的场景。视频中指出,这种首序加工相对简单,可以有效利用虎钳的便利性。
3. 反面加工策略:压板夹持与定位
当完成首序加工后,需要对工件的另一面(反面)进行加工时,夹持策略则变得更为复杂。此时,由于首序加工面通常需要保证精度,不宜直接作为夹持面。视频中提出了两种主要的应对策略:
首先,可以利用工件上预留的特殊几何特征,例如在工件的某些边角处预留出足够的材料,然后通过压板将其固定。压板夹持的优势在于可以灵活选择夹持点,避免损伤已加工表面。讲师强调,这种方式适用于工件反面也需要进行粗加工的情况。
其次,对于一些内部特征,可以在粗加工时暂时保留R角(圆角),待后续精加工或清角时再进行处理。如果无法通过常规方式(如压板或虎钳)进行夹持,极端情况下可能需要制作电极,通过放电加工来完成特定区域的加工。
4. UG NX 1980 建模与操作演示
4.1 几何体的分割与尺寸调整
在UG NX中,为实现特定的加工策略,往往需要对工件的几何体进行分割。视频中重点演示了“裁问体”功能。通过选择待分割的几何体和一个参考平面(例如,工件的某一平面作为零点),可以将一个完整的实体分割成两个部分。讲师强调,在分割后,需要对其中一个部分进行尺寸调整,使其向外延伸一定的距离(例如负值,表示向内缩进或向外延伸)。视频中从负10mm、负12.5mm,最终确定为负8mm,确保为后续的刀具切断操作预留足够的空间,避免因尺寸不足导致加工不良。
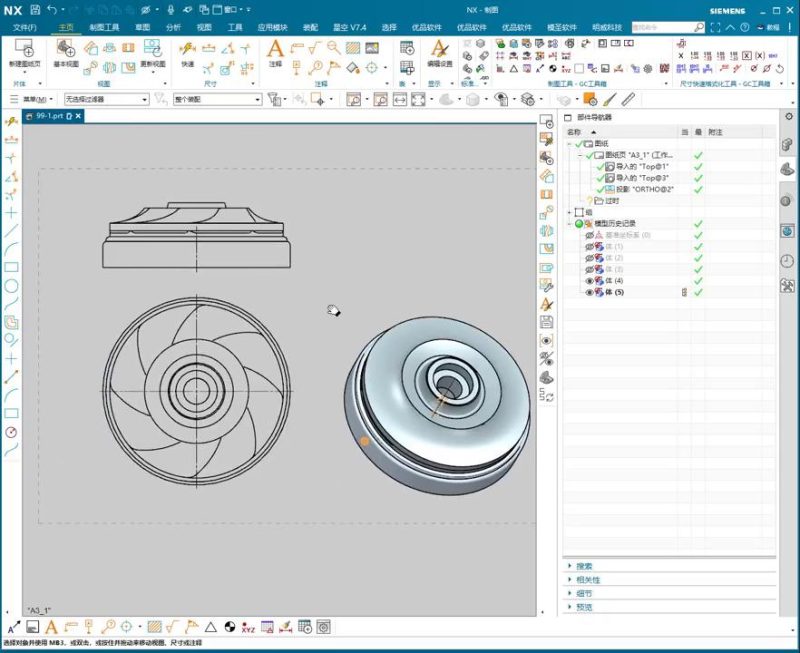
4.2 圆柱体的保留与加厚处理
对于工件上需要保留的圆柱形特征,在粗加工阶段完成后,应确保其完整性。视频中展示了如何通过“加厚”功能,对该圆柱体进行处理,例如设定为8mm的厚度,使其在毛坯中得到适当的保留和加强,以满足后续加工的要求。
4.3 毛坯体的构建与修整
通过上述几何体分割和调整,我们可以得到一个具有特定形状的毛坯。视频中,讲师进一步利用“包覆体”等功能,对毛坯的整体形状进行定义。关键在于确保毛坯的尺寸能够完全包络住最终零件,并且在需要进行夹持和切断的区域留有足够的延伸量。例如,在一些边缘处额外延伸5mm,以方便夹具的定位和刀具的进出。
4.4 工件分割的考量
一个重要的实践经验是,为了方便后续的CNC编程,有时会将原本一体的工件模型人为地分割成多个独立的实体。视频中解释,虽然UG NX的加工程序可能能够处理一个完整的实体,但从个人编程习惯和效率的角度出发,将工件分割成几个逻辑上独立的加工区域,可以使编程流程更加清晰,更容易选择和管理加工特征。分割操作可以通过在工件中间创建一个平面,然后再次使用“裁问体”功能来实现。
5. 多种夹具与加工思路探讨
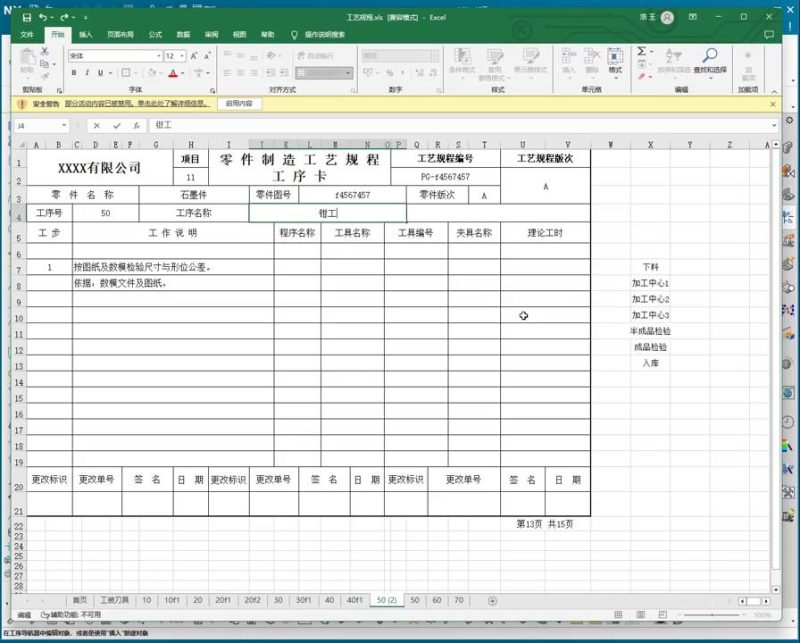
视频中多次强调,在CNC加工中,夹具和加工思路是多种多样的。除了传统的虎钳和压板,还可以根据工件的特殊形状和加工要求,设计制造专用的夹具,例如一个内部形状与工件匹配的矩形夹具,将工件的两部分(或特定区域)放置其中进行固定。无论采用何种夹持方式,核心目标都是确保工件在加工过程中的稳定性,避免振动和位移。在材料方面,讲师虽然一度忘记具体材料,但提到这类工件常为铝件或钢件,特别是大型铝件。不同的材料特性也会影响夹持力和切削参数的选择。
本节避坑总结
1. 夹持稳定性优先: 对于多面加工的工件,首序和后续序的夹持方式应充分考虑稳定性。首序可使用虎钳进行粗加工,而后续序在已加工表面夹持困难时,应利用工件的几何特征(如预留的边角)配合压板进行可靠固定,必要时可考虑制作专用夹具,如矩形夹具,以最大化接触面积和稳定性。
2. 合理预留加工余量: 在进行几何体分割和形状调整时,务必为后续刀具切削操作预留足够的加工余量。例如,在拆分工件或延伸表面时,确保预留出足够大的尺寸(如视频中的 -8mm 或 -5mm),避免因余量不足导致切削不到位或损坏工件。同时,某些内部特征可暂时保留R角,留待精加工时再清角,以简化粗加工的夹持难度。
3. 灵活运用UG功能进行准备工作: UG NX 的“裁问体”(Trim Body)、“加厚”(Thicken)、“包覆体”(Wrap Body)等功能是进行加工准备的关键工具。熟练掌握这些功能,可以高效地分割工件、调整几何形状、生成毛坯,从而更好地规划加工路径和确保编程的便利性,尤其是在处理复杂多工序零件时,合理的模型分割有助于提升编程效率和避免错误。
本文关键词:UG NX 1980,CNC加工,虎钳夹具,压板夹持,加工工艺,毛坯设定,Trim Body,Thicken,Wrap Body,R角,电极,分序加工,加工余量,数控编程00:00



















暂无评论内容