
本节深度探讨了UG NX环境下复杂零件,尤其是板状钢架结构,在库存毛坯较大时的加工工艺。核心在于设计和创建“连接筋”(Connecting Ribs)作为辅助夹持与定位结构,以应对常规装夹方式(如虎钳或吸盘)的局限性。文章从零件几何分析入手,细化到刀具选择(D12 R1.5精加工、D10切断刀),并详细指导了在UG中如何通过轮廓偏置、曲面构建和特征替换等方法,精确建模连接筋和导引进刀槽,确保后续CNC加工过程中的稳定性和刀具路径的光滑性,为高效、高质量地完成正反面加工奠定基础。
🔥 提示:本节教程实战视频如下:
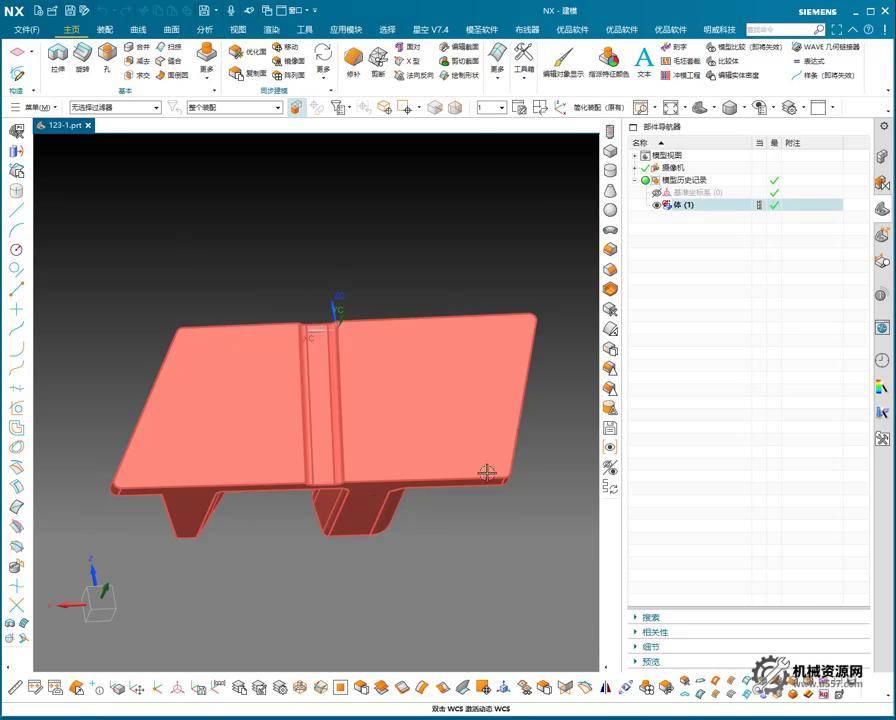
零件几何分析与工艺规划
该零件为典型的钢架结构,尺寸约为 100×50 毫米,属于相对小型的零件。由于原始毛坯较大,且零件侧壁存在直边和斜面(具有斜率),传统的夹紧方式或吸盘固定可能无法保证刚性或适用性。因此,采用连接筋工艺是确保加工稳定性的关键。加工顺序规划通常为:先完成正面粗加工与精加工,留出连接筋;然后翻面,完成背面加工,最后进行切断工序移除连接筋。
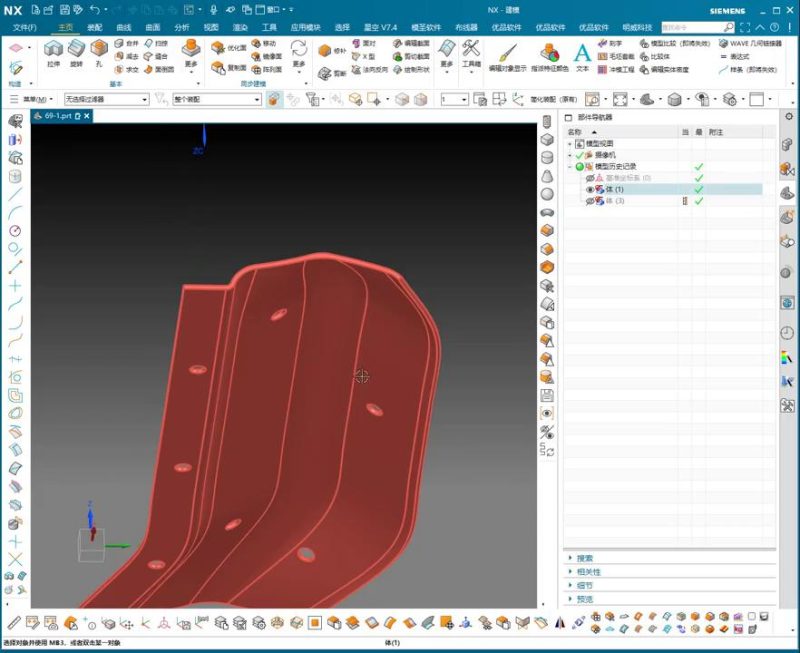
零件特征分析与加工顺序确定
通过UG的几何属性分析,确认零件的大部分特征面为平面。但侧壁存在斜度,要求在后续加工中需注意刀具路径的倾角或使用多轴方式处理。由于主要几何特征都集中在零件的四周和底部,故确定了正面(带连接筋)加工和反面(底部)加工的顺序。
刀具选择策略
根据零件的最小特征尺寸来选择精加工刀具,从而保证加工精度和效率:
1. **最小圆角分析 (R1.5):** 零件底部的最小圆角为 R1.5。
2. **精加工刀具:** 选用直径 D12,R1.5 的圆鼻立铣刀(或平底刀+倒角)。
3. **粗加工刀具:** 根据零件尺寸,选用 D20 或 D16 的平底立铣刀进行大余量去除。
4. **切断刀具:** 专用于切除连接筋,通常选用 D10 的平底立铣刀,其直径需小于连接筋的宽度。
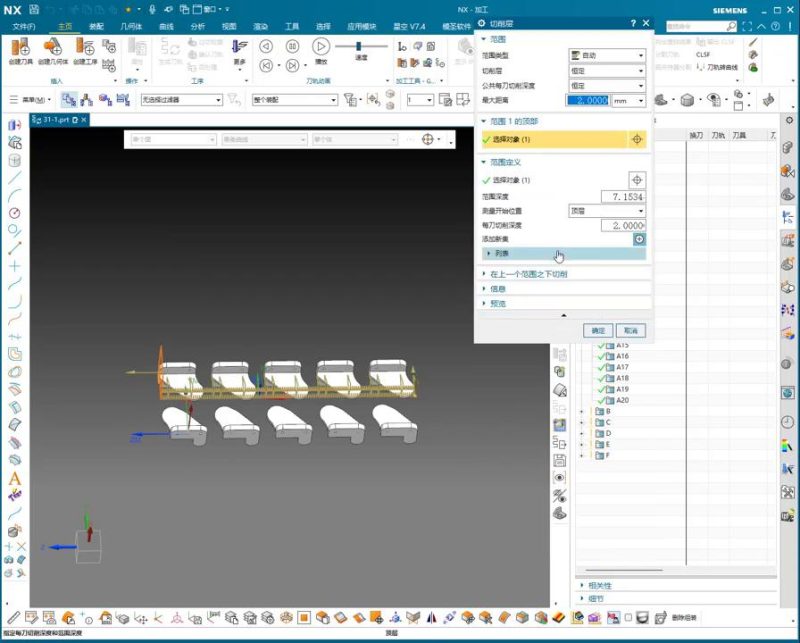
UG NX 连接筋模型的创建
连接筋的设计不仅是为了固定零件,其几何形状和尺寸也直接影响到切断工序的稳定性和刀具寿命。在UG中,需要精确地创建连接筋的几何模型,并将其与零件本体分开管理(通过图层)。
基于轮廓的毛坯定义与偏置
首先,提取零件外轮廓线。为了给切断刀具留下足够的安全距离和操作空间,我们基于零件轮廓向外偏置来确定连接筋的外部边界。
1. **提取轮廓:** 提取待加工零件的外部边界曲线。
2. **轮廓偏置:** 使用“偏置曲线”功能,将轮廓线向外偏置 12mm(略大于切断刀 D10,提供安全裕度)。该偏置曲线定义了连接筋的最终外沿。
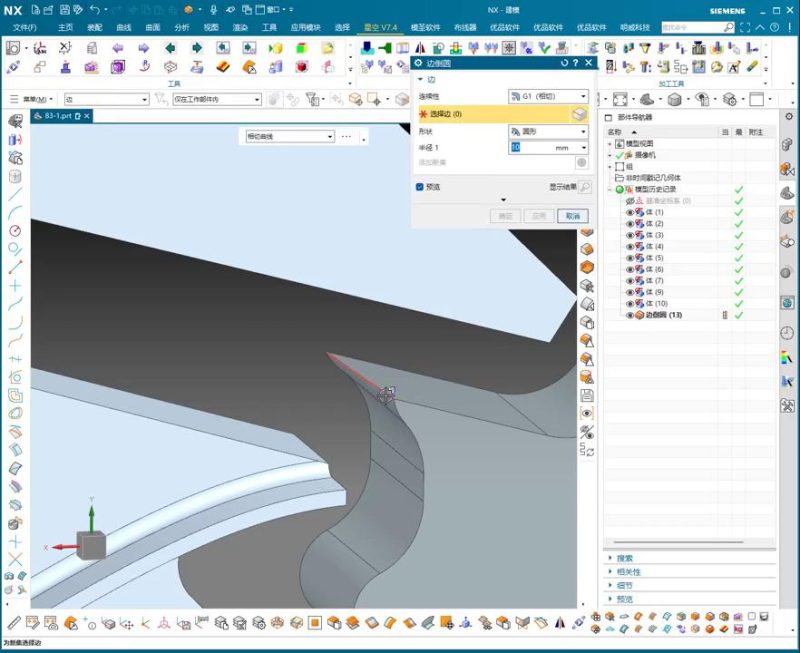
连接面的几何构建与替换
连接筋的高度定义了零件夹持的刚性。在此案例中,连接筋的支撑面被设计为在底面留有特定余量。
1. **创建支撑面:** 对零件的加工底面(如反面)进行“偏置曲面”操作,偏置距离为 1mm。这个 1mm 的曲面就是连接筋底部与零件接触的支撑平台。
2. **拉伸体创建:** 将外部偏置轮廓拉伸,并使用“替换面”或布尔运算,使拉伸体的底部与上一步创建的支撑曲面吻合。
3. **图层管理:** 将原始零件、毛坯几何体和连接筋辅助结构分别放置在不同图层(如零件 100 层,连接筋 200 层),便于后续的程序创建和显示控制。
辅助结构细节设计
在连接筋的几何设计中,加入细微的几何修改可以极大地优化刀具的运行状态,降低加工过程中的振动和冲击。
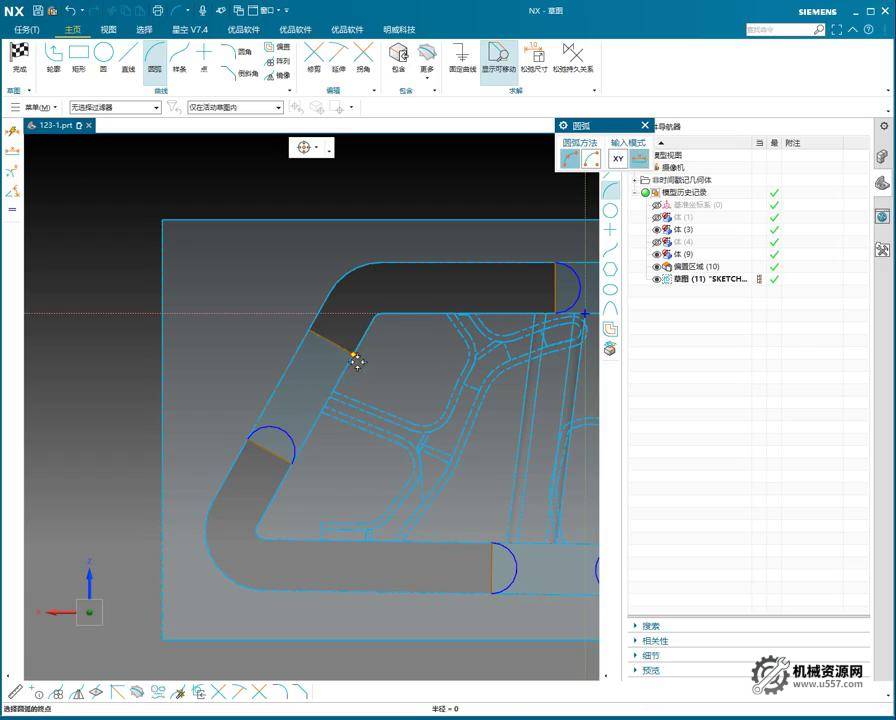
优化连接筋轮廓的圆角处理
为了保证切断刀具(D10)在切断连接筋时路径的光顺性,建议在连接筋的拐角处加入小圆角。
* **作用:** 避免刀具在直角处突然转向引起的进给速度骤降和冲击,使刀具路径更加平滑(光顺),从而延长刀具寿命并提高切断质量。
进刀槽的设置与作用
在加工连接筋区域之前,尤其是进行粗加工时,工具容易在完全封闭的材料中产生冲击。为此,需要设计一个专用的进刀槽。
* **设计:** 在连接筋区域的角落或适当位置,创建并拉伸一个略大于粗加工刀具直径(例如 D16 粗加工刀对应 D21 的槽)的孔或槽。
* **作用:** 允许所有加工刀具(粗加工、精加工甚至切断刀)从这个预留的开放空间进刀,确保刀具以平稳、渐进的方式切入材料,避免切入时的剧烈冲击。
加工顺序与未来程序展望
一旦连接筋模型和辅助特征设计完毕,就可以按照既定的工艺顺序进行编程。这个顺序需要考虑到零件在连接筋上的固定状态。
侧壁与底面的加工策略
1. **正面粗加工:** 使用 D20/D16 刀具,避开连接筋区域,去除大部分余量。
2. **正面精加工:** 使用 D12 R1.5 刀具,完成所有侧壁、圆角和顶面特征的精加工。
3. **翻面:** 零件翻转,使用连接筋结构进行二次定位和夹持。
4. **背面加工:** 重复粗精加工步骤,完成零件底面(原始毛坯顶部)的加工,包括所有的平面和平行于底面的特征。
最终的切断工序
切断工序是确保零件最终脱离毛坯的关键。
1. **切断准备:** 确认所有正面和背面的加工均已完成。
2. **切断操作:** 使用 D10 切断刀具,沿着连接筋的轮廓进行连续切削。由于连接筋轮廓已进行圆角处理,且有进刀槽引导,切削过程应平稳进行。
3. **零件分离:** 零件成功分离后,进行后续去毛刺和最终检验。
📍 进阶资源推荐:



















暂无评论内容