
在咱们这个行当里摸爬滚打了十五年,什么硬骨头没啃过?今天咱们要聊的这个活儿,就是典型的‘看着不大,麻烦不小’。这件零件,它不是寻常的方块料,而是一个航空领域的关键部件,用的还是高强度钛合金。表面精度要求严苛,几何形状复杂,尤其是那些不规则的自由曲面,传统三轴加工根本没法儿干,必须上五轴联动。我用UG(NX)建模,不光要把它三维形状精准地搭出来,更得考虑怎么把刀路编得又快又稳,减少那些空跑、瞎撞。从材料的前期处理,到装夹的稳固性,再到每一刀的进给、转速,都得心里有数,这活儿才算能拿得下。就是要用咱们老师傅的经验,配合现代化的数控技术,把不可能变成可能。
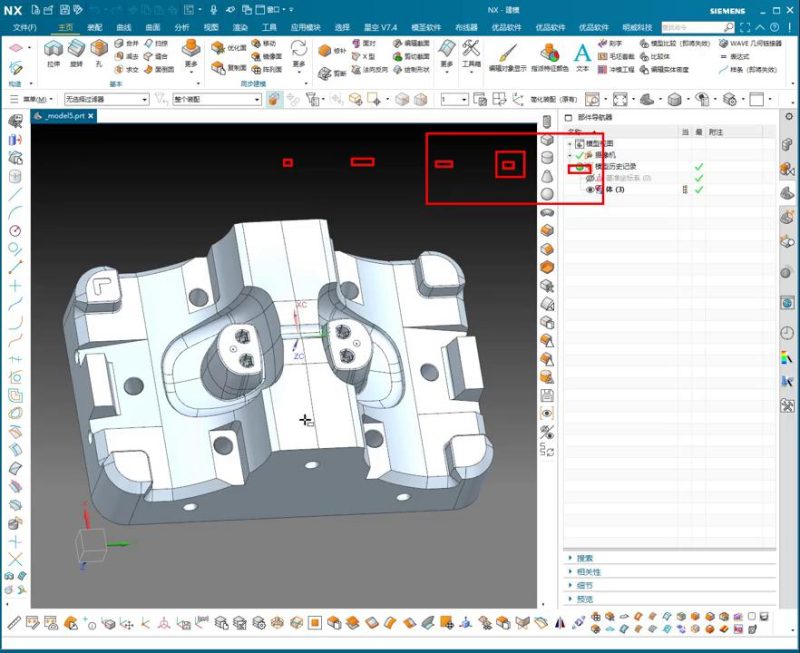
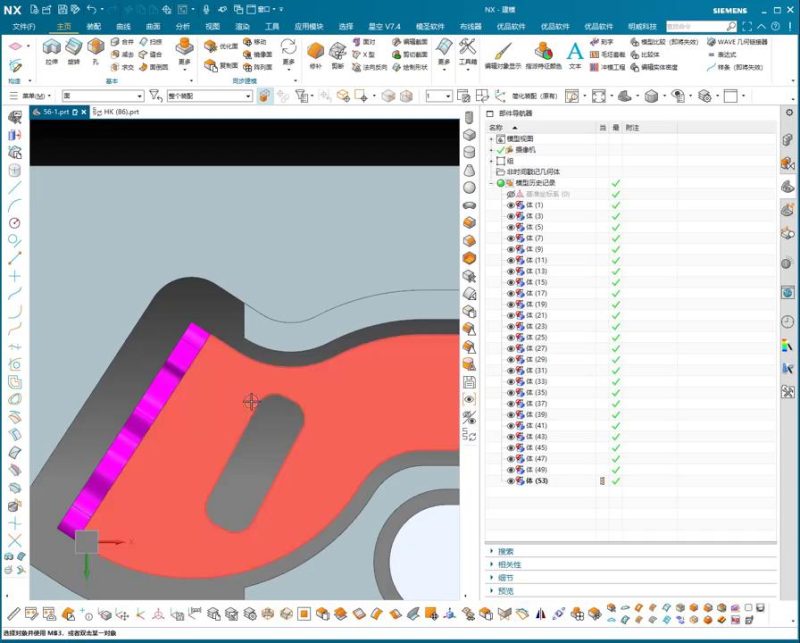
上次咱们聊的那个钛合金航空部件,就是个棘手的活儿。它是一个涡轮叶片,或者叫‘叶盘’的一部分,表面全是自由曲面,薄壁结构多,壁厚最薄的地方才一毫米多点,精度要求更是达到了微米级别。这种材料,加工硬化严重,切削力大,散热还差。稍微操作不当,刀具就磨损报废,甚至会导致零件变形或者表面烧伤。咱们要面对的挑战,就是如何在保证精度和表面质量的前提下,高效地去除材料,同时还要避免薄壁变形。UG(NX)在这个时候就成了咱们的左膀右臂,它能帮咱们把这些复杂曲面精确地定义出来,为后续的五轴联动编程打下坚实的基础。没有精密的模型,再好的刀具和机床也白搭。
![图片[1]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260225100422935-s1_1771985056.jpg)
老师傅实操截图 – 核心工艺点解析
好,现在咱们来说说这活儿具体怎么干。
前期准备与UG编程
头一步,自然是毛坯的准备和初步的应力消除,特别是钛合金这种材料,内部应力要是不处理好,加工的时候说不定就给你来个‘惊喜’。然后,就是UG(NX)大显身手的时候了。首先是零件的精确建模,那些复杂的叶片曲面,得用UG里的高级曲面工具一丝不苟地建出来。接着是关键的编程环节。针对薄壁和自由曲面,咱们要用到UG的五轴联动模块。我会优先选择‘流线切削’或者‘轮廓铣’等策略,确保刀具能始终垂直于或保持一个最佳角度接触工件表面,减少刀具偏摆和振动。为了减少空刀,我会仔细优化刀路,让刀具尽可能地保持切削状态,但又不能过度负载。比如,通过动态进给调整,在进入大余量区域时降低进给,在平坦区域再提速,这样既保护刀具,又提高效率。刀具的选择更是关键,粗加工选用抗崩刃、耐磨损的硬质合金铣刀,精加工则要用球头刀,而且要用长径比合适的,避免过长导致颤振。UG的仿真功能在这时候就派上大用场了,咱们在机床开干前,就能把整个加工过程模拟一遍,看看有没有过切、干涉,或者刀具碰撞的风险,提前把问题解决掉,省得真刀真枪的时候出岔子。
装夹方案与加工策略
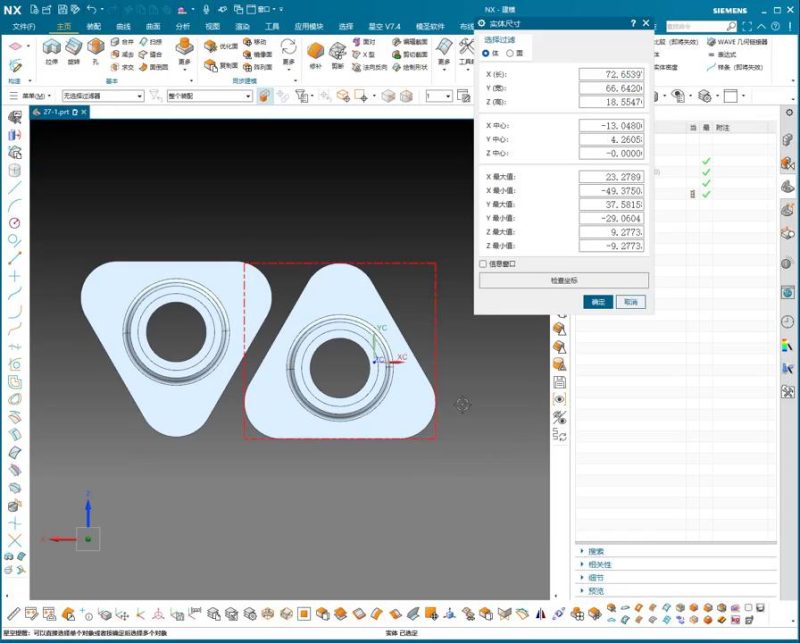
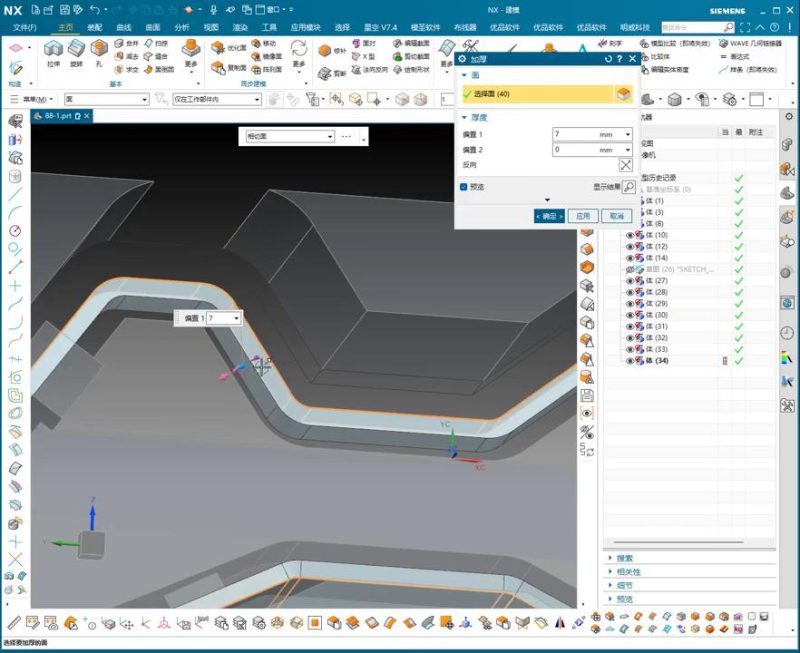
装夹方案得讲究,这种薄壁件,不能夹太紧,不然容易变形;也不能夹太松,怕加工时振动。我会设计一套专用的夹具,用多个支撑点分散夹紧力,甚至可以考虑真空吸附或者用熔融的低熔点合金填充空腔来增强刚性。粗加工阶段,我们会先用较大的刀具,以阶梯式进给,快速去除大部分余量,同时注意切削液的选择和使用,保持切削区域的冷却和润滑。精加工是重头戏,刀路要细,步距要小,通常控制在0.1mm甚至更小,确保表面光洁度。对于那些内部的转角或者倒角,UG里有专门的圆弧过渡功能,确保过渡平滑,避免应力集中。最后,出厂前还要进行尺寸和形位的全面检测,确保万无一失。
![图片[2]-机械资源网](https://www.u557.com/wp-content/uploads/2026/02/20260225100425633-s2_1771985056.jpg)
老师傅实操截图 – 核心工艺点解析
老话说得好,经验都是坑里爬出来的。咱们干这行,有几个地方是特别容易出问题的,得牢记在心:
-
装夹方案马虎不得
遇到这种复杂异形件,尤其是薄壁件,装夹是第一关。夹具设计得不合理,或者夹紧力分配不均,轻则加工变形,重则直接报废。一定要多点支撑、分散夹力,必要时还要借助特殊手段,比如前面说的低熔点合金填充,确保工件在加工过程中纹丝不动,不受内应力影响。
-
刀具选择与刀路优化要精益求精
不要图省事,一把刀打天下。针对不同材料、不同加工阶段、不同几何特征,必须选用最合适的刀具。在UG里编程时,切忌盲目追求速度而忽略刀路细节,空刀太多是浪费,但过切更是致命。多利用UG的优化功能,模拟切削过程,提前规避刀具与工件、夹具的干涉,确保刀具路径既高效又安全,尤其是5轴加工,更要防止刀具碰撞。
-
材料热处理和应力控制是隐形杀手
特别是像钛合金这类难加工材料,内部应力是个大问题。毛坯的预处理、粗加工后的中间退火、以及最终热处理,每个环节都可能引起变形。咱们得把这些因素考虑进去,比如在UG建模时就预留好变形量,或者通过分步加工、多次应力消除来最大程度地降低风险。别等零件都做完了,才发现尺寸不对,那就晚了。
本文关键词:UG编程, 五轴加工, 复杂曲面, 材料特性, 工艺优化00:00
📍 进阶资源推荐:



















暂无评论内容