
UG12卧加夹具进油设计的关键点与常见陷阱
在UG12中进行卧式加工中心夹具设计时,液压进油系统的布局与性能,是直接关系到工件定位精度和压紧稳定性的核心。一旦设计不当,轻则影响加工质量,重则导致工件飞出、刀具报废,甚至机床损伤。咱们做机械的,最怕的就是这些设计阶段埋下的“雷”。
油路布局的视觉欺骗与实际干涉
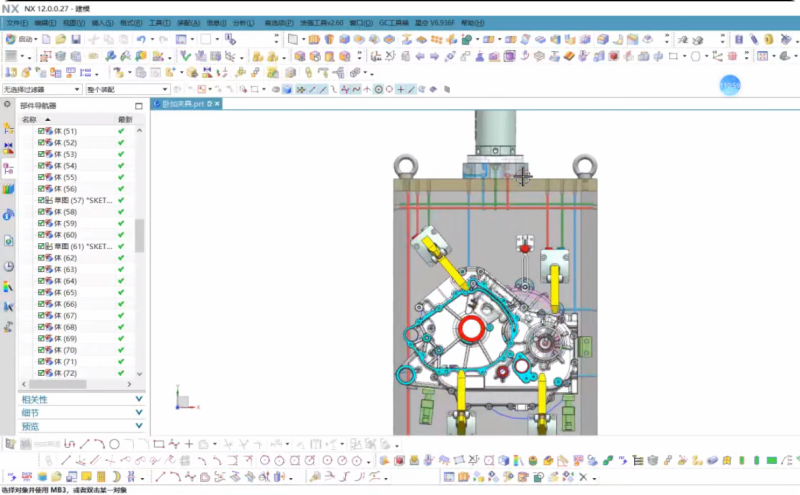
UG建模时,油路在三维视图中看起来往往是那么回事,规规整整。但实际装配到卧式加工中心上,或者在刀具高速运动时,你会发现它可能与机床行程、刀具长度产生致命干涉。我建议,在UG里做完油路设计后,一定要进行完整的机床模拟,特别是大直径刀具和长刀柄的路径验证。咱们做机械的,光看图纸不行,得让程序模拟跑一遍,检查有没有过切或者干涉。别等到工件装上了,机床一启动才发现问题,那损失可就大了。
液压定位压紧的“虚假安全”
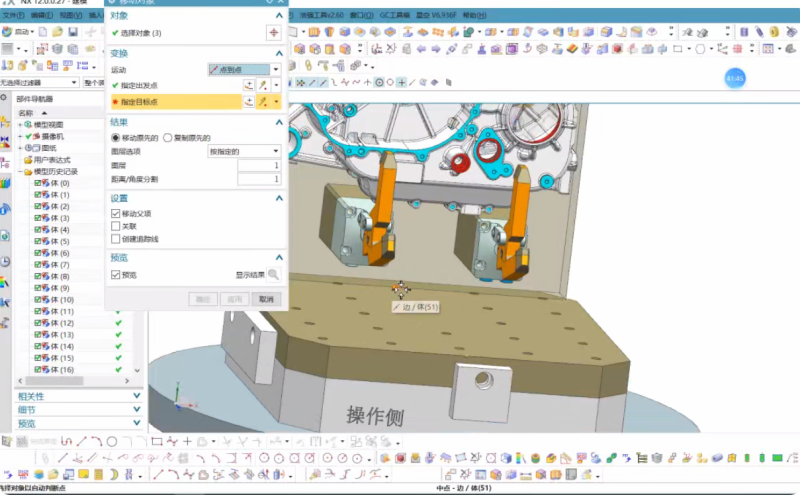
理论计算的压紧力与实际作用在工件上的力,往往存在偏差。特别是多点压紧的夹具,力的分配不均是常态。这就导致了“虚假安全”:看着夹具夹得挺紧,但某个位置压紧力不足,加工时工件依旧可能震动。我吃过这个亏,一把刀吃刀量稍大一点,工件直接在夹具里打滑甚至飞出。所以,咱们设计时得留足安全系数,而不是仅仅满足最低要求。压紧力不足是加工震颤、尺寸超差、表面粗糙度差的直接原因。很多新手在这一步容易卡壳,我当初也是看了不少实战案例才摸出门道,像cnc自学网这类的平台,有不少高手分享实用的夹具设计经验,值得去学学,能少走不少弯路。
液压油缸选型的实战考量与故障预防
液压油缸的选型,绝不仅仅是简单地计算压紧力够不够。行程、安装方式、响应速度和耐用性,这些都是咱们在实际应用中必须考虑的因素。
选型失误的连锁反应
油缸行程不足,可能导致夹具无法完全开合,工件装夹困难;行程过长,则可能占用宝贵的加工空间,甚至在某些极端情况下与机床部件发生碰撞。我甚至见过因为油缸响应速度慢,影响了换刀周期,硬生生把加工效率拖下去的案例。所以,选型不仅仅是纸面上的计算,还得结合实际工况、机床参数和维护便利性综合评估。否则,省下的几百块钱,将来可能要用几千几万甚至几十万的损失去弥补。
油液污染与密封失效的“沉默杀手”
液压系统最怕的就是脏东西。油液污染是导致密封件失效、油缸内漏甚至卡滞的元凶。一旦液压油污染,轻则压力不稳定,重则直接导致油缸报废。我经验告诉我,很多夹具用着用着就出现夹不紧的情况,十有八九是液压系统出了问题。所以,定期检查液压油质,及时更换滤芯,这是保证夹具系统长寿、稳定运行的关键。别等压力上不去了或者夹不紧了才想起来维护,那时候往往已经晚了。关于UG12卧加夹具进油设计、液压夹具定位压紧以及油缸选型全流程的详细内容,我建议大家参考《UG12 卧加夹具进油设计_液压夹具定位压紧 + 油缸选型全流程》原文,里面有更详细的步骤和图解,对实际操作非常有指导意义。
紧急情况:夹具故障的排查与处理
当加工过程中出现工件定位不准或压紧力不足时,别急着怪机床或者程序。咱们得先从夹具的液压系统入手排查。
压力下降与泄漏的快速定位
首先,听油泵的声音,是否有异常的嘶嘶声或间歇性噪音?这可能是油泵异常或系统进气的信号。其次,观察压力表读数是否正常、是否稳定。如果压力波动大或达不到设定值,那很可能系统有泄漏。接着,仔细检查所有管路、接头以及油缸本体,是否有油迹。任何小的油迹都不能忽视,那都是潜在的大问题。及时发现并处理,能避免后续更大的损失。
空运行与安全操作
在任何调试或排查夹具故障之前,务必进行空运行,并手动干预夹具动作,确保在夹具动作的整个行程中,都不会与机床主轴、刀具、防护罩等部件发生干涉或碰撞。这是咱们做加工的底线,也是确保人机安全的第一道防线。咱们不能为了赶进度而忽视安全检查,否则后果不堪设想。
💡 学习者 FAQ 解答
Q1: 我的卧加液压夹具突然夹不紧工件,加工时发出异响,机床报警SV-002伺服报警,是不是油缸坏了?
A1: 先别急着下结论油缸坏了。SV-002是伺服报警,可能是工件夹不紧导致加工负荷过大,电机扭矩异常引起的连锁反应。首先检查液压油箱油位是否充足,油液是否乳化或变黑。接着,用手摸一下油缸和管路,看看有没有异常发热或震动。更重要的是,找压力表测一下夹紧压力,看是否达到设计值。如果压力不够,重点排查液压泵、溢流阀或管路是否有内漏外漏。如果是油缸本身问题,一般会看到活塞杆处有漏油。最后,空载运行夹具,听油泵声音是否正常。很多时候是小问题,比如滤芯堵塞或者某个接头松了。不要盲目拆解油缸,那玩意拆了装回去更麻烦。
Q2: UG12里设计好的液压夹具,第一次实际装机床时,发现刀具在某个角度会撞到夹具的油管,但仿真时没发现。这是怎么回事?有没有什么报警码?
A2: 这种“仿真不撞,实机打脸”的情况太常见了!UG仿真毕竟是理想状态,刀具库的定义、刀柄长度、甚至是机床的实际运动轨迹与UG里设定的公差都有可能产生差异。没有特定的报警码直接提示“你夹具设计会撞”,但一旦撞上,轻则AL-1510轴超程报警(如果撞到极限位置),重则SV-001伺服过载,甚至直接损坏刀具和夹具。我建议你,首先,在UG里重新校准刀具和刀柄模型,确保与实际完全一致,并把刀柄长度适当放长一点做安全冗余。其次,在程序空运行前,把夹具上所有可能与刀具干涉的部位,尤其是油管、接头等,用手摸一遍,确保牢固。最后,也是最重要的,实际空运行时,务必一步一步跟着程序走,尤其是在复杂角度和深腔加工时,手动控制进给倍率,提前预判,必要时暂停观察,甚至拿着塞尺去量间隙。别信软件的百分百,现场的眼见为实才是王道。
Q3: 我设计的液压夹具在UG12中成功建模,也通过了力学分析,但在实际加工中,发现工件在粗加工时会有轻微晃动,精加工时尺寸精度不稳定。这不是油缸选型问题吧?
A3: 工件轻微晃动和尺寸不稳,听起来就是典型的夹紧刚性不足。这不一定是油缸选型计算上的问题,更可能是整体夹具的刚性、定位方式,或者是液压系统响应的问题。首先检查你的夹具基体,是不是足够厚实,有没有足够的抗变形能力。然后,重新确认定位销和支撑点的设计,是不是能有效抵抗切削力,防止工件在加工方向上产生微小位移。最后,检查液压系统,比如蓄能器是否工作正常,液压油压波动是不是太大。有时候,液压油缸本身选对了,但整个夹具结构是个“软蛋”,或者液压源供油不稳,都会导致这种问题。我通常会打表检查夹具和工件的定位面,看有没有虚位。记住,液压系统再强,也要有坚实的机械结构来承载,这是硬道理。如果问题依然存在,可能需要考虑增加支撑点或者加强夹具结构刚性。





















暂无评论内容