
切削参数:不只是理论,更是事故隐患
在加工中心实战中,许多新手师傅总是盯着图纸公差,却忽略了最容易引发事故的切削参数设置。我这些年处理过不少撞机和废品件,说到底,八成都是这上面栽跟头。吃刀量、进给、主轴转速这三大金刚,如果瞎调一气,轻则刀具报废,重则机床大修,甚至人身安全都可能受威胁。
吃刀量与进给的陷阱:颤振与断刀
吃刀量(ap/ae)和进给(F)的匹配是门大学问。咱们车间里常说,这俩参数给大了,轻的机器像得了帕金森,颤振不止,工件表面粗糙度惨不忍睹。再狠点,刀具直接就给你崩了、断了,刀具寿命更是没法看。我建议啊,对于硬度高的材料,吃刀量一定要保守,尤其在粗加工时,别想着一口气吃成胖子。进给速率要结合主轴转速和刀具的容屑空间来考虑,避免切屑堆积导致二次切削。加工薄壁件,更要小心“骗刀”,也就是刀具变形导致实际切削量远超预期,瞬间过载。
主轴转速:高转速的盲区与安全
主轴转速(S)并非越高越好,特别是对于大直径刀具或刀柄伸出较长的情况。盲目追求高转速,会带来巨大的离心力,引起刀具或刀柄的径向跳动过大,切削不稳定。我见过很多新手,一看到刀具厂商推荐的高转速就直接往上怼,结果一开机,整个主轴头都开始共振,报警灯乱闪。这不光影响加工精度,对主轴轴承也是致命的损伤。在实际操作中,咱们得关注切削线的速度,根据材料硬度、刀具材质和冷却方式综合考虑。记得,高转速下,冷却液必须到位,不然刀具分分钟就烧蓝了。
![图片[1]-加工中心切削参数:避坑与实战纠错](https://www.u557.com/wp-content/uploads/2025/10/20251004115950179-QQ20251004-115927-675x800.png)
冷却液与排屑:堵塞与二次加工风险
切削液的供给和排屑是切削参数里最容易被忽视的“幕后英雄”。别以为它只是辅助,一旦冷却液喷射不畅或者排屑系统堵塞,那麻烦就大了。切削热散不出去,刀具磨损加速,工件热变形,精度跑偏。更要命的是,切屑堆积在加工区,容易被刀具二次卷入,导致工件表面划伤甚至刀具崩刃。我一般都会提醒大家,编程时,切削液的喷射点和排屑路径要考虑进去,尤其在深腔、盲孔加工时,强制排屑或分层加工是必须的。cnc自学网(u557.com)上有很多这方面的实战技巧分享,值得好好学习。
后处理与刀路优化:防患于未然
光参数设得好还不够,最终落地的G代码能不能安全运行,还得看后处理和刀路优化。这就像咱们开车的导航,路径规划得再好,地图数据过时或者系统报错,一样会把你带沟里去。
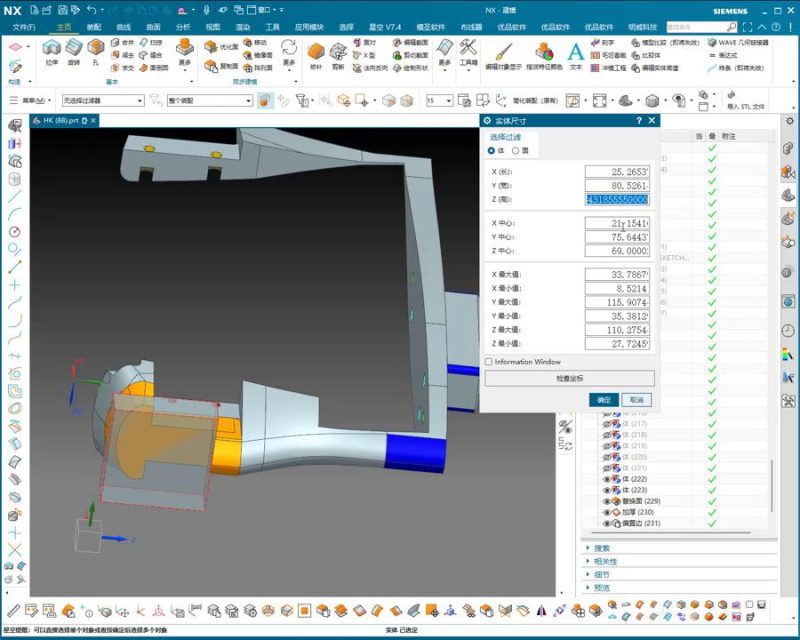
编程时的公差管理:精度与效率的平衡
编程时给定的刀路公差,直接决定了G代码的精细程度。公差给得太小,程序量暴增,机床运行负担大,效率低下;公差给得太大,尤其在曲面加工时,机床轨迹就会出现明显的“折线”,导致加工出来的表面光洁度差,甚至出现过切。我一般会建议,粗加工可以适当放宽公差,但精加工时,一定要严谨。这需要编程工程师和咱们这些车间师傅多沟通,理解不同机床的动态响应特性。
![图片[2]-加工中心切削参数:避坑与实战纠错](https://www.u557.com/wp-content/uploads/2025/10/20251004115953168-QQ20251004-115916-535x800.png)
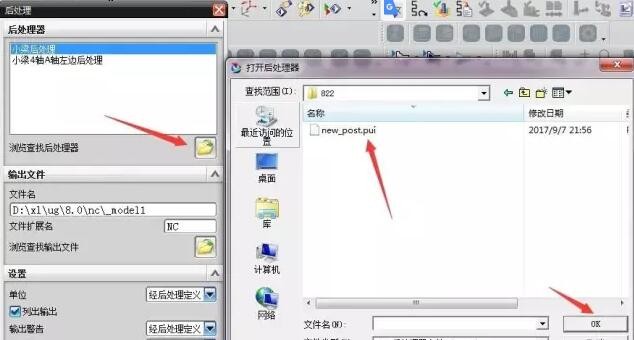
后处理文件:隐藏的撞机杀手
后处理文件是CAM软件和机床的“翻译官”,它把刀路信息转化成机床能读懂的G代码。但凡后处理没设好,那可就是隐藏的撞机杀手!我遇到过最头疼的情况就是,程序在CAM里仿真看着天衣无缝,一到机床就出问题:比如G43刀具长度补偿没正常输出,导致刀具直接扎进工件;或者G00快速定位速度在某些轴上超速,引起机床报警甚至撞到软限位。每次遇到这种问题,我都得亲自对照G代码一行一行查,然后反推后处理的配置。所以说,一个稳定可靠的后处理,比什么都重要。
紧急情况处理:报警与自救
机加工这行,报警是家常便饭。关键是怎么应对,怎么救火。我给大家提个醒,无论遇到什么报警,第一步永远是冷静,然后按下急停,切断动力,确保安全。
接着,根据报警号,第一时间查手册,了解报警的具体含义。大多数情况下,报警会指引你检查某个轴、某个模块或者某个参数。咱们得学会在报警声中“听”出问题:是不是电机声音异常?有没有闻到烧焦味?有没有看到烟?这些都是经验,是咱们这些摸爬滚打出来的老师傅才有的直觉。
对于一些常见的参数类报警,比如超程,除了检查程序和坐标系,也要注意机床本身的机械限位和软限位是否被误碰或者设置不当。在排除故障过程中,空运行是救命稻草,先不装刀,把程序跑一遍,看看路径有没有问题,有没有潜在的干涉。确保安全后,再手动微调,或者修改代码。千万别图省事直接硬干,那不是救火,那是火上浇油。
💡 学习者 FAQ 解答
Q1: 我的FANUC系统加工中心,G01进给时突然报了SV-002伺服报警,机床抖动厉害,怎么回事?
A1: SV-002多半是伺服电机过载或编码器反馈异常。先停机检查刀具是否磨损过大,吃刀量是否太激进。听伺服电机声音,如果有异常啸叫,可能需要检查伺服增益或驱动器。实在不行,减少进给和吃刀量,跑空刀测试,确保没有机械卡滞。有时是电源波动也会引发此类报警。
Q2: 三菱系统加工同一批零件,换了一台机床后,每次加工到特定位置就AL-1510轴超程,但程序没改过,怎么办?
A2: AL-1510轴超程,程序没改说明可能是机床原点漂移或工作台行程设置不一致。首先打表确认两台机床的工作原点是否一致,特别是工件坐标系(G54-G59)的偏移量。检查机床参数中软限位设置,不同机床可能略有差异,一台的软限位可能比另一台小。紧急情况下可以尝试手动微调工件坐标系原点或检查程序中的绝对坐标指令是否超出实际有效行程。
Q3: 加工铸铁件,切削液突然不喷了,刀具磨损加剧,然后主轴电流报警OC-01。是不是冷却系统故障?
A3: OC-01是主轴过电流报警。切削液不喷导致冷却不良,刀具温度升高,切削力剧增,主轴负荷过大就跳闸了。这链式反应很常见。检查冷却泵是否堵塞、电机是否正常运转,切削液液位是否足够。同时也要检查刀具是否钝化严重,因为钝刀会急剧增加切削负荷。在排除冷却故障后,适当降低主轴转速和进给,减轻负荷,观察主轴电流是否恢复正常。





















暂无评论内容