
G代码循环指令的隐患与排查
G代码循环指令是数控车床手工编程的核心,但也是新手最容易出岔子的地方。别以为背熟了代码就能高枕无忧,编程参数的细微偏差,实战中都可能引发大问题,轻则废料,重则撞机。咱们得把那些容易出错的点,如何提前预判,以及出事后怎么救火,都给掰扯清楚。
G71/G72粗车循环:吃刀量与刀具磨损
G71粗车循环,设定吃刀量U值和余量W值是关键。我发现不少新手为了赶工,U值给得太猛,车削中振刀严重,工件表面粗糙度超标不说,刀具磨损更是直线攀升,甚至直接崩刃。更危险的是,大吃刀量下,一旦排屑不畅,切屑缠绕刀具或工件,很可能导致瞬间卡死,造成机床主轴过载报警。我的建议是,新手在学习数控车床手工编程自学_52 课时零基础到精通_G 代码循环指令实战课时,对G71参数的讲解一定要吃透。初次加工,U值宁小勿大,通过观察切屑形态和听声音来判断切削状态。如果听到异响,赶紧暂停检查,不要硬撑。余量W值也要给够,为精加工留足空间,避免粗精加工干涉。
G73仿形循环:路径干涉与过切风险
G73仿形循环,用于复杂轮廓加工。它最容易出的问题就是轮廓定义不准,导致刀具与工件干涉,甚至直接过切。你画的图纸,编程的时候有没有严格按照尺寸来?P、Q段号对应的轮廓子程序有没有仔细核对?我见过太多次,就因为子程序某一个点坐标写错了,刀具直接按照错误的路径走,削掉了不该削的地方。咱们在程序上机前,必须在模拟器上仔细看刀路轨迹,或者在机床上进行空运行,把倍率调到最低,眼盯手不离,确保刀具轨迹与工件轮廓完全吻合,尤其是在转角和凹槽处,看清楚有没有过切或欠切的风险。
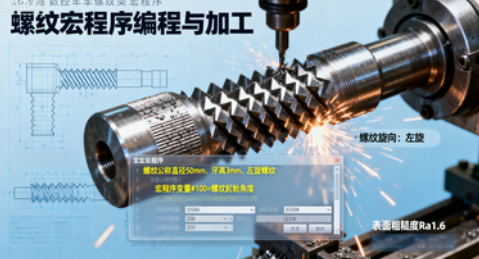
G76螺纹循环:螺距与起刀点的精确性
G76螺纹循环是加工螺纹的利器,但也是“废件大户”。螺纹乱扣、牙型不准、深度不够,都是家常便饭。最核心的问题往往出在螺距P值、螺纹高度H值(或单边切深Q值)以及起刀点上。如果你第一刀试切发现螺纹有问题,别犹豫,立即停机检查程序。重点核对螺距、牙高是否与图纸一致。起刀点设置不当,可能导致螺纹起点偏移,或者撞到刀尖。我通常建议新手,学习G76时,要特别注意各参数之间的逻辑关系,cnc自学网的课程里对这块的讲解很细致,多看多练,自己再用螺纹规打表,确保参数精准。
实战中的安全防撞与应对策略
车床加工,安全是第一位的。再精妙的程序,一旦撞机,一切白搭。学会如何防撞和快速处置,比什么都重要。
首次程序运行前的“三步走”
程序编好,上机运行前,切记“三步走”:
- 空运行检查: 把刀具装好,工件夹紧,但不要让刀具接触到工件。将G50限速设低一点,然后启动程序,观察刀具轨迹是否符合预期,有没有异常的走位。
- 单段执行与低速试切: 空运行没问题后,开启单段执行功能。在关键走位点,比如换刀、进刀、退刀、切削深处等,暂停检查刀具与工件的相对位置。第一刀切削时,一定要把进给倍率和主轴转速调到最低,缓慢进刀,观察切削情况,听到异响或看到异常切屑立即暂停。
- 手动打表校准: 别光信显示器上的坐标,用百分表或千分表对工件的外圆、端面进行打表,确保工件安装的同轴度、端面跳动在公差范围内。刀偏校正也要严格执行,哪怕误差只有几个丝,累积起来也可能导致尺寸超差。
报警代码的快速解读与处置
机床报警是常态,关键在于你能不能快速判断问题所在。常见报警无非就是超程、伺服报警、程序格式错误等。我建议每个车工兄弟都应该熟悉自己机床常用报警代码的含义。报警一出,别慌,先看报警号和报警信息。根据信息判断是程序问题、操作问题还是设备故障。比如超程报警,第一时间检查坐标系和刀补;伺服报警,则要检查电机、驱动器和电源。很多时候,一个小小的操作失误,就可能引起一连串的报警。通过cnc自学网这类平台学习更多实战案例,对提升故障判断能力很有帮助。
本文技术要点源自:《数控车床手工编程自学_52 课时零基础到精通_G 代码循环指令实战课》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: 选购数控车床,只看主轴功率和最大回转直径就够了吗?我们加工的零件大部分是细长轴,是不是对刚性要求不高?
A1: 扯淡!细长轴加工最怕振刀,刚性才是命根子。除了主轴功率和回转直径,更得看床身结构、导轨宽度、尾座刚性。别听厂家吹多大都能车,问清楚Z轴行程和抗振阻尼,这些才是影响细长轴加工稳定性的关键。如果刚性不好,就算功率再大,也会变成废品制造机。
Q2: 不同系统的数控车床(比如FANUC和广数)在宏程序读取和执行上有没有大坑?我准备买台新机,担心以前的宏程序不兼容。
A2: 坑多了去了!FANUC宏程序通用性强些,但广数、华中、凯恩帝等国产系统,宏指令语法、变量定义、甚至某些系统函数都有差异。别指望直接复制粘贴就能用,那是不可能的。买新机前,把你常用的宏程序拿过去,现场跑一跑,或者至少问清楚宏程序指令集是否一致,特别是条件判断、循环语句和自定义G代码的调用方式。不然买回来程序都得重写。
Q3: 车铣复合机床是不是编程更复杂?我们目前只有数控车床,但未来想扩展功能,一步到位买车铣复合值不值?
A3: 车铣复合编程确实复杂,要考虑刀具轴向、旋转轴联动,以及G代码和M代码的配合。如果你现在连纯车床编程都还没吃透,直接上车铣复合会非常吃力。我建议先学好纯车床的编程和操作,打牢基础,再考虑车铣复合。当然,从长远来看,车铣复合能省工序、提高精度,是未来趋势。但要做好投入更多时间和精力学习的准备,它的学习曲线会陡峭很多。
Q4: FANUC系统加工时突然报“SV-002 伺服报警”,主轴停转,怎么回事?刚换了个新工件就出了。
A4: SV-002多半是伺服驱动器过载、过压、过流或反馈异常。你刚换工件,是不是夹紧力不够,或者工件毛坯太大了,吃刀量给猛了?先检查刀具有没有崩刃,工件夹紧是否牢固,有没有出现刀具卡滞。复位报警后,空运行看看有没有异常声音或抖动。如果还报,那可能是伺服电机、驱动器或编码器有问题,得叫维修的过来打表检测参数,检查接线是否松动。
Q5: 加工过程中,机床突然卡住,屏幕显示“AL-1510 轴超程(+Z方向)”,明明程序里Z轴没走到极限啊?
A5: AL-1510是超程报警。你程序没走到极限不代表物理极限没到。是不是对刀的时候,零点偏置设错了,或者刀补值给大了,导致实际刀尖位置超出了软限位?赶紧检查工件坐标系和所有刀补值。如果确定程序和刀补都没错,那可能是机床机械限位开关脏了或者损坏,导致误判。先手动摇回去,然后仔细检查所有限位开关和线路,并确认软限位参数是否被误改动。
Q6: G71粗车循环,加工到一半突然跳“PS0001 格式错误”,程序跑不下去,咋办?
A6: PS0001格式错误,说明你程序代码写错了,机器读不懂。G71循环指令后面U、W、R、P、Q、F参数,哪个少写了,或者格式不对,或者超范围了。最常见的是U、W值带了小数点(某些系统不允许),或者P、Q段号超范围、没有升序,甚至精加工轮廓子程序里有G02/G03没写R或者I/J。仔细对照编程手册,检查你G71那一段的参数,特别是P、Q对应的精加工轮廓子程序有没有错误。别瞎蒙,一个字符都不能错,否则机器就是不认。
💡 遇到这步卡壳别慌!我当年也是看这套 《视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【CIMCO Edit 8.12.02 下载安装:解决一切疑难杂症的终极指南】 ,我已经帮大家打包好了,直接拿走不谢:






















暂无评论内容