

逆向建模中的“破面”隐患与威力曲面
在逆向建模领域,最让人头疼的莫过于STL网格数据在转换成实体模型时,频繁遭遇的“破面”问题。这不仅耗费大量时间进行手动修补,更直接影响后续加工的精度和效率。咱们搞机械的都知道,一旦源头数据不干净,后面所有的工作都会跟着遭殃。我发现,不少人以为只要把STL导入SolidWorks就能“一键转实体”,结果往往是得到一个漏洞百出、根本无法用于参数化编辑的“哑实体”。
SolidWorks威力曲面(PowerSurfacing)的引入,就是为了解决这个痛点。它提供了一种基于细分曲面(Sub-D)建模的思路,能够更灵活、更智能地处理那些复杂的、自由形态的网格数据。这套工具,说白了,就是让你在处理扫描数据时,不再被传统NURBS曲面的拓扑限制死,能够像雕塑一样直接拉伸、推压、平滑网格,从而在保持设计意图的同时,高效地弥补网格缺陷,最终生成高品质的实体模型。这可是咱们接私活、提升项目含金量的利器,学会了,离涨薪也就不远了。
STL网格到实体的陷阱:细节丢失与精度控制
从STL网格转换到实体,最大的陷阱就是细节丢失和精度失控。扫描出来的零件,尤其是那些带有精密特征的,如果网格密度不够,或者转换时公差设置不当,转换后的实体模型往往会变得模糊,R角不圆顺,孔位不正。这种几何误差,在后续的CAM编程中,轻则导致刀路优化困难,重则可能引起过切,甚至机床报废。我建议咱们在处理这类任务时,务必注意PowerSurfacing中的网格细分和曲面光顺度控制,确保转换出的实体模型在关键区域达到所需的G1或G2连续性,这对于后续的加工精度至关重要。

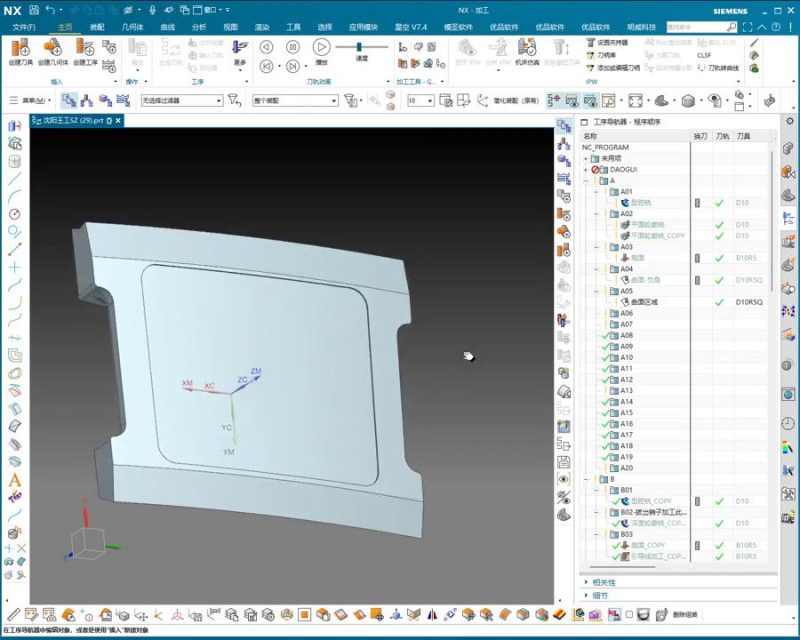
PowerSurfacing 的实战校验:如何避免返工
实战中,PowerSurfacing转换出来的模型并非一劳永逸。我常说,模型完成后的“打表”检验是必不可少的。用SolidWorks自带的“偏差分析”工具,将转换后的实体模型与原始STL网格进行对比,检查最大和最小偏差,确保模型精度符合要求。特别是在一些关键配合面、安装孔位置,要反复确认其几何尺寸和位置精度。如果发现偏差过大,别急着导出,返回PowerSurfacing调整网格的控制点,或者修改曲面边界条件,直到偏差在可接受范围内。咱们的时间宝贵,一次性做对,才能避免无休止的返工。
RE流程的防撞手册:从数据采集到实体生成
逆向工程(RE)不只是软件操作那么简单,它是一个系统工程。我见过太多新手,拿到扫描数据就直接往软件里扔,结果一堆报警。真正搞逆向,咱们得把控从数据采集到最终实体生成的每一个环节。其中最容易出事儿的地方,往往是那些看似不起眼的预处理步骤。
点云/网格预处理:基础不牢,地动山摇
点云数据或原始网格,往往伴随着噪声、错位、孔洞和自相交。这些“脏数据”就像地雷,埋在你的模型里,随时可能引爆。在PowerSurfacing处理之前,必须使用专业的点云或网格处理软件(如Geomagic Wrap、MeshLab)进行彻底的去噪、平滑、填充孔洞和网格优化。咱们要确保网格的拓扑结构是干净、完整的,没有多余的顶点和边,网格密度均匀。基础不牢,即便PowerSurfacing再强大,也难以力挽狂澜。一旦出现几何干涉,后续CAM刀路计算时可能直接崩溃。

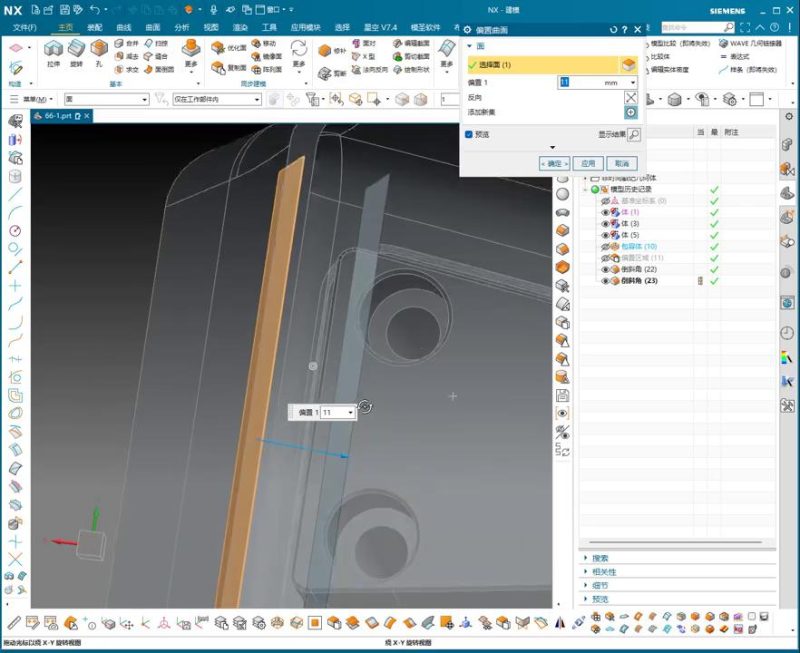
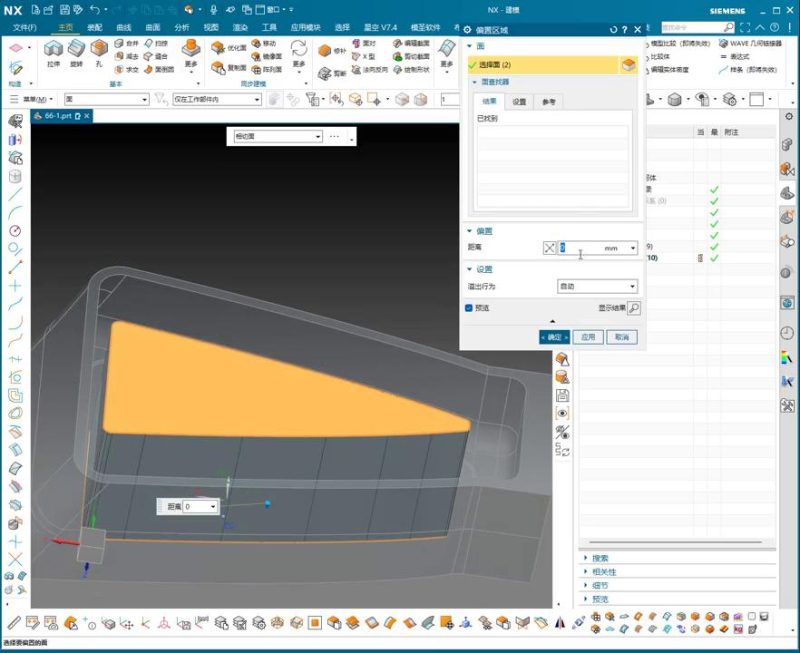
参数化重构的“坑”:特征识别与曲面光顺
PowerSurfacing的强大在于能够将自由曲面网格转化为参数化实体,但这中间也有“坑”。对于那些带有标准几何特征(如圆柱面、平面、圆锥面)的区域,咱们要尽量利用SolidWorks自带的特征识别工具进行精确重构,而不是完全依赖PowerSurfacing的细分曲面来“近似”。混合建模才是王道。对于复杂的自由曲面,在PowerSurfacing中调整控制网格时,要特别注意曲面之间的G0(位置)、G1(切线)甚至G2(曲率)连续性,这直接决定了模型的“颜值”和制造可行性。曲面过渡不平滑,轻则影响产品外观,重则可能导致模具型腔加工困难,甚至报废。
提升效率与质量:接私活的硬核法则
要真正把SolidWorks威力曲面这技术吃透,光会操作软件还不够。这玩意儿是要和实际生产结合起来的。想在接私活时脱颖而出,甚至拿到更高的薪水,就得把精度、效率和可制造性牢牢抓在手里。
掌握工装夹具与扫描配合
在进行逆向扫描之前,如果能设计合适的工装夹具来稳定被测零件,并结合标记点(Markers)进行数据拼接,就能大大提高原始数据的质量和精度。高质量的原始数据,是避免“破面”和“精度失控”的第一道防线。我建议咱们在项目开始前,先花点时间规划扫描策略,这比后期在软件里死磕修补要高效得多。
CNC自学网的资源助力
咱们这行,技术更新快,靠自己摸索进步有限。我当初也是一路自学过来的,深知有个靠谱的学习平台有多重要。CNC自学网就汇集了大量SolidWorks、CAM编程和机床实操的干货教程,很多实战中的疑难杂症,都能在那里找到解决方案,对于提升咱们的综合技能非常有帮助。多学习,多交流,才能让手艺更精。
记住,技术过硬,才能在市场上站稳脚跟。如果你想更深入地了解这项技术,可以参考SolidWorks 威力曲面(PowerSurfacing)与 RE 逆向建模绝密:告别破面,STL网格一键转实体,接私活涨薪必学!,里面有更详细的实战技巧。这不光是软件操作,更是一种解决实际工程问题的思路。
💡 学习者 FAQ 解答
Q1: 咱们用SolidWorks PowerSurfacing处理完的STL模型,要是导入到CAM软件后,模拟路径的时候老是报“AL-1510 轴超程”或者“SV-002 伺服报警”,是模型尺寸的问题还是后处理有问题?
A1: 这报警多半不是模型尺寸直接导致的,而是模型转换后的“几何偏差”和CAM参数不匹配。首先查CAM里的毛坯尺寸和工件坐标系有没有错位。SV-002更像是伺服负载问题,看看刀路有没有急转弯或者大R角突然变小R角,加工路径是不是太激进。必要时手动微调后处理文件,把刀路步长、进给率降下来,先空运行验证,防撞第一。
Q2: 逆向出来的复杂曲面,在SolidWorks里转实体后,如果我再用传统铣削加工,刀路轨迹会经常出现“过切”或者“干涉”,甚至仿真的时候会提示“系统内存不足”,这怎么救?
A2: “过切”和“干涉”是逆向模型精度和CAM策略配合不当的常见病。先检查你的实体模型精度,是不是PowerSurfacing转实体时公差给太大了。曲线光顺度不够,导致CAM计算的点位跳动。仿真内存不足,那是刀路太细碎或者模型面片太多。我建议:一是优化模型,减少不必要的面片数量,确保曲面G1/G2连续性;二是CAM策略,选择更适合复杂曲面的策略,比如流线铣、等高精加工,别死磕3轴等距铣。咱们要学会听机床声音,判断切削状态。
Q3: 我用不同牌子的扫描仪,比如手持式和固定式,导出的STL网格数据在SolidWorks PowerSurfacing里处理,模型边缘老是接不上或者精度不一致,导致后续实体转换失败,有什么经验?
A3: 这是不同设备精度和数据格式兼容性导致的。手持式扫描仪通常精度略低,且易受操作者抖动影响,数据“噪点”多。固定式精度高但扫描范围有限。重点在于:数据导入PowerSurfacing前,务必在预处理软件(如Geomagic Wrap)里进行统一校准、去噪、填充孔洞和网格优化。统一网格密度非常关键,别让两种数据直接硬拼。在PowerSurfacing里,利用其“拓扑编辑”功能,手动调整边缘点,确保网格间的G0/G1连续性,才能保证后续实体转换的成功率。实在不行,就得手动打表,检查实际误差。
本文技术要点源自:《SolidWorks 威力曲面(PowerSurfacing)与 RE 逆向建模绝密:告别破面,STL网格一键转实体,接私活涨薪必学!》原文完整版,建议收藏研究。



















暂无评论内容