

UG12三四五轴编程:刀路干涉与防撞实战
在UG12进行多轴编程,尤其是三轴、四轴、五轴联动加工时,最容易栽跟头的不是刀路计算本身,而是机床干涉与碰撞风险的规避。这玩意儿可不是纸上谈兵,一个不小心就能把机床或工件废掉,损失巨大。我当年刚接触多轴时,就因为对机床运动包络和刀具长度理解不够,差点把Z轴撞废,幸好及时发现。
![图片[1]-UG12三四五轴编程:刀路防撞实战](https://www.ug8.uk/wp-content/uploads/2025/09/wxsync-2025-09-f1cae9af9a929fd6df087ba89c89344f.jpg)
三轴加工:基础中的隐患
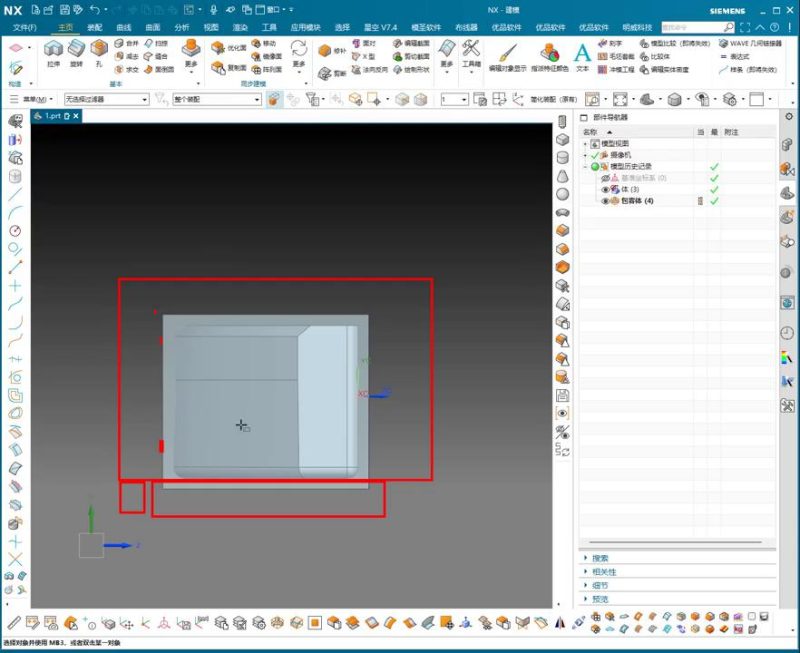
别以为三轴简单就没坑。UG12的三轴编程,刀路虽然直观,但侧铣、深腔加工时,刀柄与夹具干涉、刀具过切是常态。排查这类问题,首先得确保你的刀具模型(包括刀柄)在UG里是准确的,并且夹具也完整导入。编程时,安全距离一定要留足,特别是在进退刀和换刀点。我建议,新程序上机前,必须在软件里进行全面的刀路仿真,仔细观察是否有贴近夹具或型腔壁的区域,必要时手动调整进给点和拔刀点,多走几遍空刀。
![图片[2]-UG12三四五轴编程:刀路防撞实战](https://www.ug8.uk/wp-content/uploads/2025/09/wxsync-2025-09-0a493709253dd2376a3779ea8fa0f4eb.png)
四轴联动:旋转轴的魔鬼细节
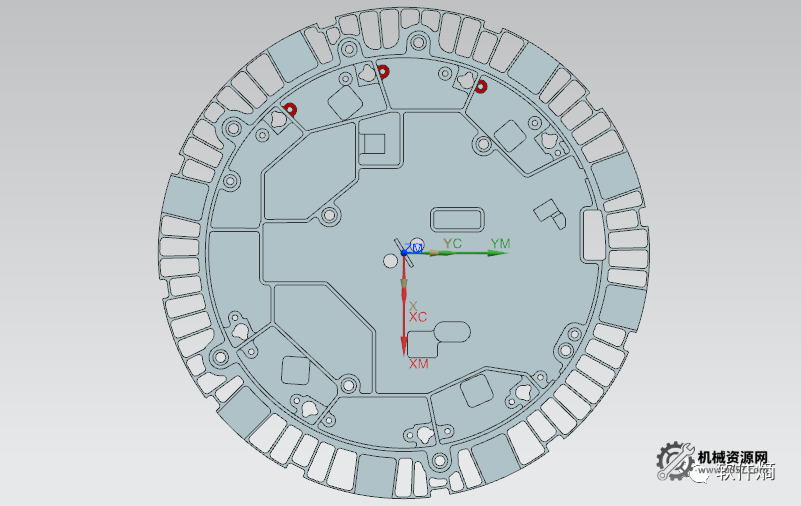
UG12的四轴加工,往往是在三轴基础上增加一个旋转轴(通常是A轴或B轴)。这里最大的痛点在于旋转轴行程超限和坐标系转换错误。很多新手会忽略工件在旋转过程中,机床工作台或刀具与夹具、机床护罩的潜在干涉。你得搞清楚机床A轴或B轴的实际旋转范围和限制。UG12的后处理如果没设置好,输出的程序可能不会考虑这些限制,导致机床报警甚至撞机(比如出现AL-1510轴超程报警)。咱们在编程时,尤其要注意旋转轴的零点设定和刀轴矢量控制。ug12三轴四轴五轴,,通俗易懂的教程里,对这块有非常详细的解释,我建议你多看几遍,理解透彻。
五轴联动:高精度下的防撞挑战
五轴加工是UG12的编程难点,也是最容易出大事故的地方。刀轴矢量、倾角、侧倾角这些参数,每一个都可能导致刀尖轨迹异常、奇点区域卡顿甚至机床锁死。此外,机床运动包络干涉是五轴的家常便饭。UG12的后处理在五轴上尤为关键,它决定了你的NC程序能否安全、高效地在实际机床上运行。如果后处理不匹配,或者参数有误,机床很可能在运动到极限位置时突然抱死,甚至直接撞上工件或自身。我的经验是,复杂的五轴程序,除了软件仿真,空运行(dry run)是必不可少的。用最慢的进给速度,观察机床的每一个动作,尤其是那些极限角度的运动。任何异常的声音、振动,都可能是潜在问题的征兆。别图省事,多一份细致,少一份危险。
程序上机前的最后自检
不管三轴、四轴还是五轴,程序输出后,一定要用CIMCO Edit这类NC代码模拟软件再过一遍,检查G代码和M代码的逻辑。UG12生成的程序,有时候因为模型缺陷或参数设置不当,会导致某段刀路速度骤降或轨迹异常,这些在机床上跑起来,轻则表面质量受影响,重则直接过切。最后,永远记住,在正式加工前,先用废料或试件进行小范围试切,确认所有参数无误后,再投入生产。安全第一,这才是咱们工厂老师傅的真经。
💡 学习者 FAQ 解答
Q1: UG12编程四轴加工时,机床突然报警显示“AL-1510 轴超程”,我该怎么排查?
A1: 遇到“AL-1510 轴超程”报警,首先检查UG12程序中的旋转轴(A轴或B轴)的运动范围是否超出机床实际的机械行程限位。这通常是后处理设置不当或编程时未充分考虑工件在旋转后的实际占位造成的。回UG检查刀路仿真,重点观察旋转轴的最大、最小角度,与机床参数进行比对。如果超限,需要调整刀路策略,比如改变工件装夹方向,或修改后处理参数,确保生成的G代码在机床允许范围内。必要时,尝试在MDI模式下手动移动轴,确认物理限位是否正常。
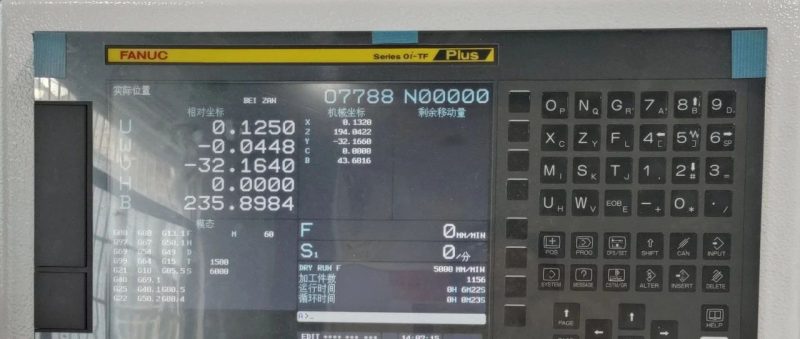
Q2: 我的UG12五轴后处理输出的NC程序,在FANUC系统上运行到特定位置时,机床会突然卡顿并报“SV-002 伺服报警”,这是什么问题?
A2: “SV-002 伺服报警”通常指向伺服电机或驱动器的问题,但在五轴编程中,这很可能是刀轴矢量控制在某些区域进入了<strong>奇点(Singularity)</strong>。当刀轴矢量方向与机床的某个旋转轴对齐或接近时,会导致该轴需要进行无限大的旋转速度才能保持刀尖轨迹,从而超出伺服电机的响应能力。排查时,回UG检查卡顿点的刀轴矢量,尝试微调刀轴方向或改变加工策略,避开奇点区域。或者,检查后处理是否有奇点规避功能,并确保其参数设置正确。有时候,也可能是机床自身运动学模型的限制,或者负载过大导致伺服无法跟随。
Q3: UG12输出的程序,在不同的CNC系统(比如西门子和三菱)上,宏程序或子程序调用方式有差异,经常导致无法识别,怎么处理?
A3: UG12生成的宏程序或子程序调用指令,确实会因为CNC系统不同而语法有异。比如FANUC常用G65,西门子可能有CALL或L开头的指令,三菱也有其特有的宏调用格式。这主要依赖于你的UG后处理文件。如果你的后处理是针对FANUC优化的,那么在西门子或三菱系统上直接用,很大概率会报错。解决方案是:第一,确保你为每种目标CNC系统都配置了<strong>专属的后处理文件</strong>。第二,如果暂时没有对应的后处理,你需要手动修改NC程序,将UG输出的通用宏调用指令,替换成目标CNC系统能识别的格式。这要求你对不同系统的编程手册有一定了解,是个细致活。CNC自学网有很多这方面的经验分享,值得你找找看。
💡 遇到UG12加工难点卡壳别慌!我当年也是看这套 《CNC视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【VoluMill UG12插件安装实战:彻底解决未授权与隐藏文件夹难题】 ,我已经帮大家打包好了,直接拿走不谢:



















暂无评论内容