
SolidCAM2022五轴联动:编程避坑与实战策略
在SolidCAM2022进行五轴联动编程时,最让人头疼的莫过于后处理(Post-Processor)的匹配与调试。一套不合适的后处理,轻则导致G代码逻辑混乱,重则直接引发机床报警甚至碰撞。我发现很多新手都习惯用软件自带的通用后处理,结果到了实机上一跑,不是A轴行程超限,就是C轴绕圈停不下来,这可不是闹着玩的。
后处理的“坑”与排查
咱们编程最怕的就是程序到了机床上“水土不服”。SolidCAM生成的完美刀路,一通过后处理,可能就变味了。我建议,拿到一个新后处理或者新机床,第一步不是直接加工,而是先仔细对比后处理输出的G代码与机床手册推荐的格式。看看旋转轴的指令(比如A、C轴)是否正确,有没有多余或缺失的G代码。轴运动序列是关键,如果后处理把C轴和A轴的联动顺序搞错了,那机床跑起来可能就直接“抽风”了。遇到机床报警,比如Fanuc系统的AL-1510 轴超程或者SV-002 伺服报警,你首先要怀疑后处理是否准确反映了机床的真实运动学模型和行程限位。排查时,先空运行程序,用手柄慢慢跟着程序走,观察机床动作是否平顺,有没有奇怪的抖动或卡顿。如果发现异常,就需要联系后处理开发商或者有经验的师傅,对后处理进行针对性修改和优化。
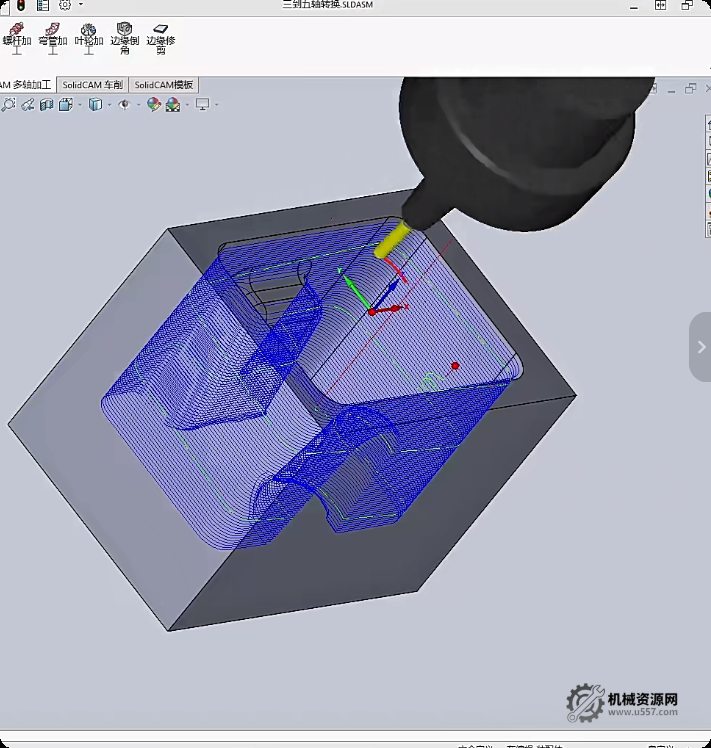
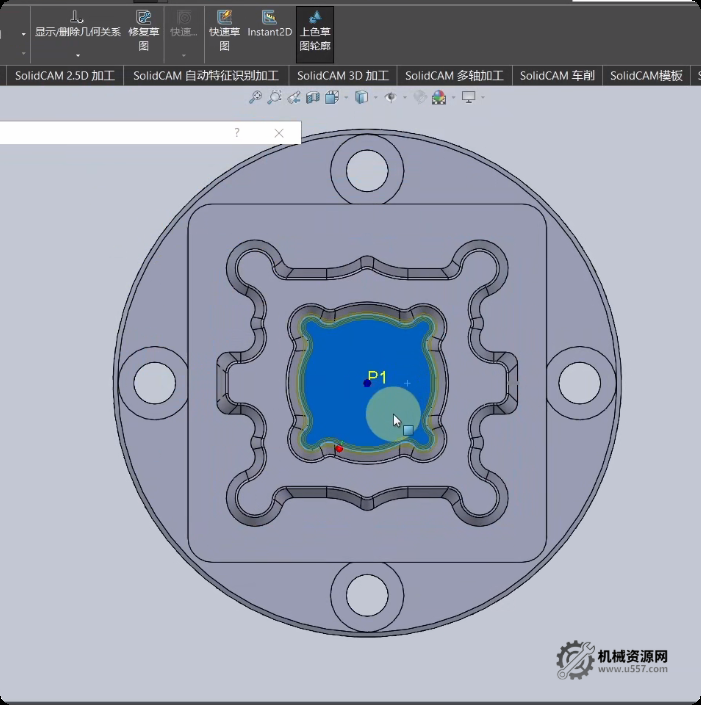
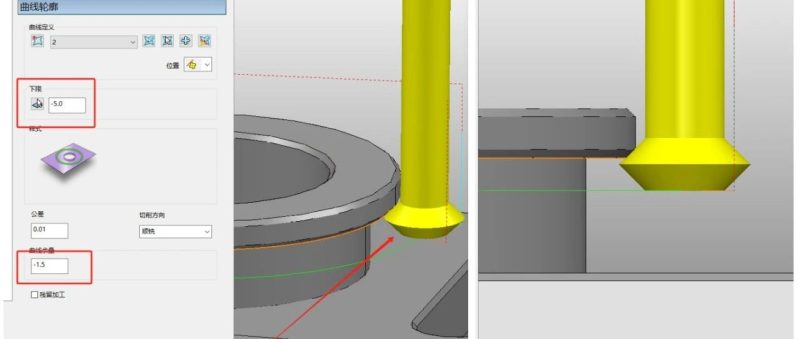
刀路优化与干涉规避
五轴加工最核心的就是刀路,尤其是在复杂曲面或者深腔加工时,刀具与夹具、工件之间的干涉是常事。SolidCAM2022强大的碰撞检测和干涉避让功能是咱们的“救命稻草”,但你得会用。我发现很多学徒在设置刀轴矢量控制时,习惯性地选择默认选项,结果在一些狭窄区域就容易产生过切或者与夹具碰撞。咱们得根据实际情况,灵活运用倾角和侧倾角设定,让刀具以最安全、高效的角度切削。比如,在进行侧铣或球头刀精加工时,可以适当调整刀轴方向,避开刀柄与工件的潜在碰撞。每次生成刀路后,务必在SolidCAM里进行全面的实体仿真,不放过任何一个死角,尤其要检查刀柄、刀杆甚至主轴头是否存在干涉风险。这就像在正式比赛前进行无数次预演,确保万无一失。在实际加工中,哪怕仿真过了,我仍然会在关键加工点“打表”验证工件位置,确保程序原点与实际工件坐标一致,避免因装夹误差导致的“骗刀”或者更严重的事故。
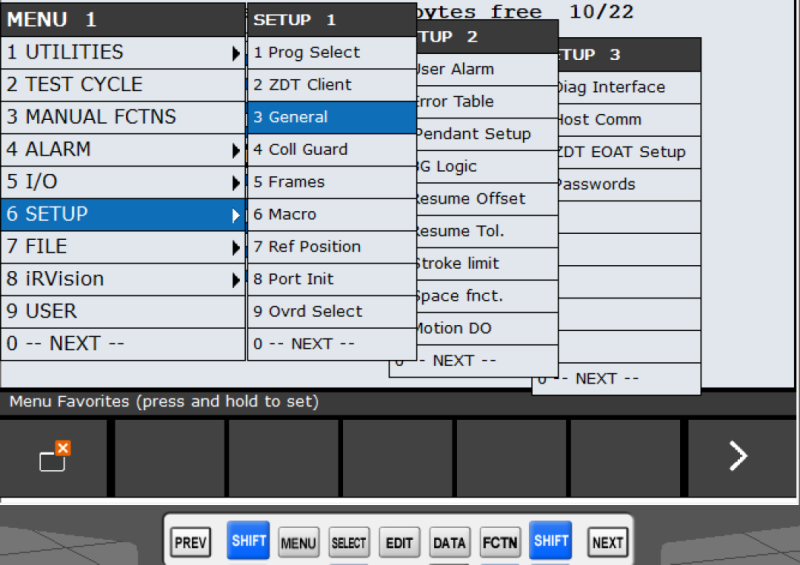
五轴实战:机床参数与联动控制
SolidCAM的仿真再真实,也替代不了实机运行的变量。咱们在SolidCAM里定义好机床参数,比如轴行程、RTCP功能(旋转刀具中心点),但在实际机床上,这些参数往往需要更精细的校准。特别是RTCP功能,它能让刀具尖点始终指向同一个加工点,即使机床轴在运动,刀具姿态也在变化。如果RTCP没激活或者参数不对,那出来的工件精度就没办法保证了。我建议大家要熟悉自己机床的控制系统手册,了解RTCP的宏程序调用方式和相关参数设置。SolidCAM2022的全模块实战课程涵盖了从车铣到五轴联动的详细内容,对于理解这些深层次的机床联动控制非常有帮助。这不仅仅是软件操作,更是对机床物理特性和控制逻辑的掌握。通过这些实战课程,咱们能够更深入地理解如何将SolidCAM的编程意图准确地转化为机床可执行的G代码,避免因参数设置不当引发的加工精度问题或安全隐患。想要系统性提升自己的五轴编程与实战能力,深入学习这些模块至关重要的,我强烈推荐大家去cnc自学网查阅相关的课程资料。
常见五轴编程与机床实战问题解答
本文技术要点源自:《SolidCAM2022 全模块实战_62 课时从车铣到五轴联动 – 含官方案例图档》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: 我用SolidCAM生成的五轴程序,机床在A轴摆动时突然报了一个“AL-1510 AXIS OVERTRAVEL”的报警,这是什么情况?怎么处理?
A1: 这是典型的轴超程报警。首先,检查你的SolidCAM机床定义文件(MDD),看A轴的行程限位是否与实际机床参数一致。其次,检查刀路,看是否有极端倾角导致超出机床物理极限。临时救急可以在程序里手动调整A轴角度或分段加工,但长久之计是优化刀路或修改MDD文件。空运行前务必模拟验证,确保不会再次超程。
Q2: 我在Fanuc系统上跑SolidCAM后处理出来的五轴程序,发现G68/G68.2(RTCP)宏程序无法正确调用,机床出现“SV-002 SERVO ALARM”报警,是后处理问题还是机床设置问题?
A2: SV-002伺服报警可能是RTCP调用失败导致的联动异常。通常是后处理宏指令与Fanuc系统自带或自定义宏程序不兼容。先检查后处理是否为特定Fanuc五轴系统定制。然后,在机床上确认G68/G68.2宏程序是否存在、是否被禁用,或者其参数设置(比如系统变量)是否正确。必要时需要手动对比后处理输出的宏程序调用与机床手册,甚至直接修改后处理文件。切记,验证宏程序前要关闭切削液,放慢进给,避免撞机。
Q3: SolidCAM的五轴仿真明明没问题,但实际机床加工时,刀具路径总感觉有点偏,工件精度达不到要求,尤其是在复杂曲面加工时“吃刀量”不稳,这是什么原因?
A3: 仿真和实际的差异可能源于几个方面。首先,机床精度、几何误差(比如A/C轴回转中心偏心)会影响实际路径。其次,夹具刚性、刀具装夹跳动、刀具磨损都会导致“吃刀量”不稳。在SolidCAM里,检查你的刀具库数据是否准确(刃长、直径、半径),公差设置是否过于宽松。对于“吃刀量”不稳,你需要仔细“打表”校对工件和刀具,甚至调整进给和转速。如果问题持续,考虑重新标定机床几何参数或优化刀路策略,比如采用更平顺的刀路过渡。






















暂无评论内容