
Mastercam 多轴编程:车间防撞的生死线
在Mastercam里搞多轴编程,最怕的就是刀具干涉和机床碰撞,这可不是闹着玩的,一旦出事就是真金白银的损失,甚至伤人。我这么多年在车间“擦屁股”的经验告诉我,很多新手甚至老手都会在一些隐蔽的地方翻车。
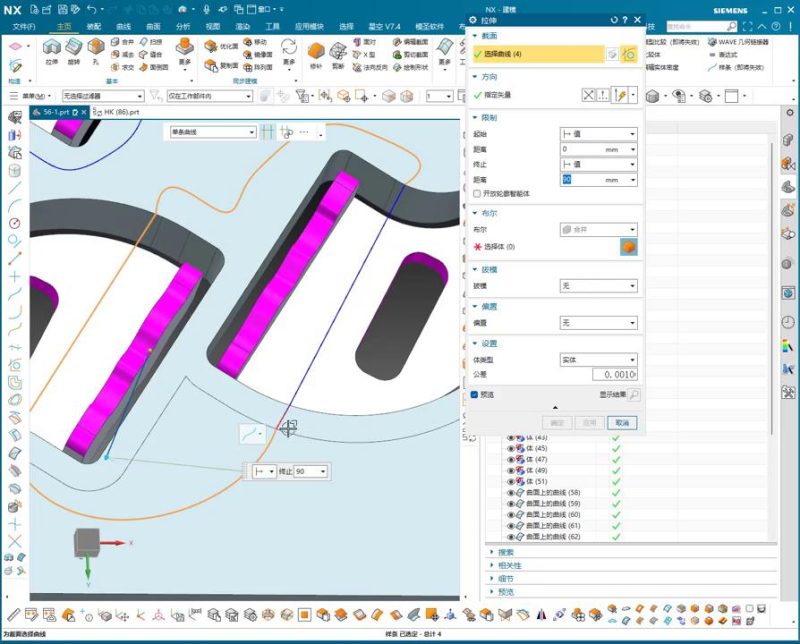
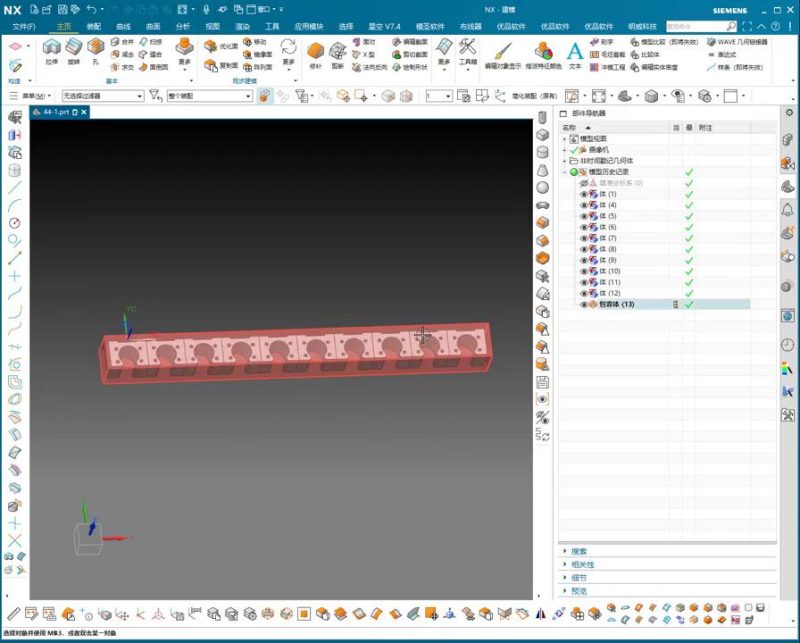
三轴建模与刀路陷阱:过切与清角不到位
三轴加工听着简单,但建模阶段的细节疏忽,照样能让你在车间抓瞎。最常见的就是模型结构不合理,导致后续刀路计算出现过切或清角不到位。比如,你导进来的数模有自相交的面或者小碎片,Mastercam计算刀路时很可能就“瞎了”,模拟时看着没问题,上机一跑,火花带铁屑就来了。
要避免这种低级错误,首先建模时就要严谨,用Mastercam的“实体修复”或“曲面重构”功能把模型处理干净。其次,刀路参数设置,特别是“吃刀量”和“进给量”,得根据材料和刀具情况精细调整。公差给得太大,刀路会抖,加工精度直接报废;公差太小,计算时间长不说,机床可能根本跑不出那么精细的路径。咱们编程得心里有数,仿真模拟时必须把刀柄、夹具都加进去,别光看刀尖,那是骗自己的把戏。遇到复杂的深腔或陡峭面,多用等高精加工,精修用残料铣削补刀,这样既保证了清角,也控制了过切风险。如果想深入学习Mastercam的建模和编程技巧,可以参考mastercam 建模三轴四轴五轴全套教程,里面有很多实用的干货。
四轴联动:旋转轴的魔鬼细节
四轴编程的坑更多集中在旋转轴的定义和行程限制上。很多人习惯了三轴的XYZ,到了四轴,A轴(或B轴)一动起来就懵了。最头疼的是A轴行程超限,Mastercam后处理一出来,机床直接报警AL-1510轴超程。这通常是编程时没考虑到工件尺寸和机床旋转轴的实际运动范围。另外,工作坐标系的定义一旦出错,刀路方向就全乱了套,轻则空跑,重则撞机。
我的做法是,先在Mastercam里建立一个尽可能真实的机床模型,把旋转轴的物理限位和软限位都设置进去。编程前,通过机床模拟验证刀路,特别关注A轴的运动轨迹,看它有没有超出范围。如果A轴行程不够,那就得考虑分多次装夹,或者调整工件在工作台上的初始角度。后处理也是关键,不同的机床系统对旋转轴的宏指令读取有差异,如果后处理没设好,生成出来的程序可能导致A轴转10圈变成转1圈,这可就麻烦了。所以,咱们得懂得手动修改后处理,或者根据机床系统定制化后处理文件。cnc自学网也有很多关于后处理的文章,建议大家多看看。
五轴加工:防撞与效率的平衡术
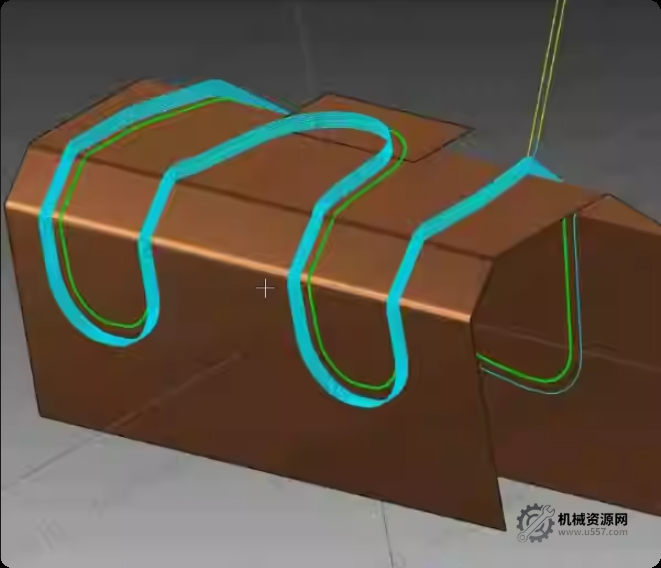
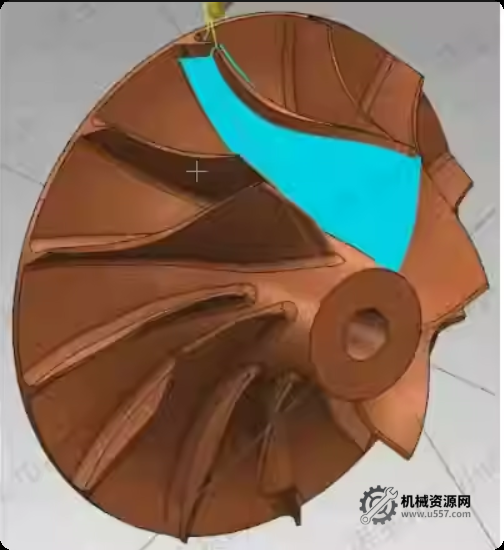
五轴加工是艺术,也是走钢丝。刀具与刀柄干涉、机床主轴与夹具碰撞、工作台与床身干涉,这些都是家常便饭。新手往往追求“完美”的五轴联动路径,却忽视了实际机床的运动能力和碰撞风险。一个看似完美的刀路,可能在模拟时就显示“过切”,甚至直接“撞机”。
在Mastercam里,五轴编程的核心就是刀轴矢量控制和安全平面设置。刀轴矢量必须根据工件特征和夹具情况灵活调整,比如“向法线倾斜”或“远离检查面倾斜”,这些细节决定了你的刀具能不能顺利下到加工区域。每次编程,我都会导入机床和夹具的三维模型,开启Mastercam的“机床仿真”功能,进行完整的动态碰撞检查。别怕麻烦,多模拟几次,比上机撞一次要划算得多。如果仿真提示碰撞,首先检查安全平面、回退平面设置是否合理,然后调整刀轴矢量或分段加工。记住,宁可多走两刀空程,也别冒险一刀撞废。最后,上机前务必空运行,手动进给,听听机床有没有异响,确保万无一失。Mastercam的五轴功能非常强大,但用好它需要大量的实战经验,而《mastercam 建模三轴四轴五轴全套》就是一份非常不错的实战指南。
💡 学习者 FAQ 解答
Q1: Mastercam生成四轴程序,机床报AL-1510(轴超程)报警,我该怎么排查?
A1: 遇到AL-1510轴超程报警,别慌。首先在Mastercam里检查工件的A轴(或B轴)旋转范围,是不是超出了机床的物理限位或软件限位。通常是工件装夹位置或编程时旋转角度计算不当。我建议你把Mastercam里的机床模型和工件模型都导入,进行详细的机床仿真,看看哪个位置超限了。其次,检查后处理文件,有些后处理参数可能会错误地将A轴输出为连续旋转,导致机床无法识别正确的回转角度。必要时手动编辑G代码,检查A轴指令是否在机床允许的范围内,或者调整工件在工作台上的偏置。
Q2: 我在Mastercam里做五轴仿真没问题,但实际加工时刀具还是蹭到夹具了,这是为什么?
A2: 仿真没问题,上机蹭刀,这说明仿真模型和实际情况有出入。最常见的原因有几个:一是Mastercam里导入的夹具模型和实际夹具有偏差,比如尺寸、位置没对准。打表校正夹具和工件的相对位置是第一步。二是刀具参数不准确,特别是刀柄和刀杆的尺寸,Mastercam仿真默认的刀柄可能和你实际用的有差异。务必在Mastercam刀具库里精确输入你的刀具和刀柄尺寸。三是机床零点和坐标系设置不准确,导致程序基准和实际机床基准错位。上机前必须进行严格的对刀和机床零点检查,确保万无一失。最后,别忘了空运行,并且手动摇动手轮,仔细观察刀具和夹具的相对距离,听有没有异常声音,确保安全。
Q3: 五轴联动加工时,机床突然SV-002(伺服报警)停机,是什么原因?
A3: SV-002伺服报警在五轴加工中不算罕见。这往往是伺服电机过载、驱动器故障或者轴间干涉导致的。编程层面,可能是你的刀路过于激进,吃刀量太大,或者进给速度过快,导致某些轴在短时间内需要输出过大的扭矩。我建议你首先降低Mastercam中刀路的进给速度和吃刀量,重新生成程序。其次,检查机床的机械部分,看看是否有轴卡滞、导轨磨损或滚珠丝杠松动的情况,这些都会增加伺服电机的负荷。如果是系统层面,可能是驱动器参数设置不当或电源电压不稳。这种情况下,可以联系机床厂家或资深维修工程师进行诊断。在排除机械和电气故障前,别盲目提高加工参数,否则可能损坏伺服电机。
本文技术要点源自:《mastercam 建模三轴四轴五轴全套》原文完整版,建议收藏研究。
💡 遇到这步卡壳别慌!我当年也是看这套 《CNC自学网视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【Mastercam 2025详细安装教程与问题排查】 ,我已经帮大家打包好了,直接拿走不谢:





















暂无评论内容