
VERICUT仿真:多轴编程的“照妖镜”
在数控编程,尤其是多轴复杂曲面加工中,我们最怕的就是刀具、夹具甚至机床本体与工件发生干涉,或者因为后处理问题导致G代码与预期不符。这些看似简单的“小问题”,一旦在实机上爆发,轻则废品报废,重则机毁人亡。所以,VERICUT这类仿真软件,绝不仅仅是做个样子,它更是提前揪出潜在隐患的“照妖镜”。那些在UG/NX里看着没问题的刀路,一到VERICUT里跑起来,很多时候就能把隐藏的“鬼门关”给暴露出来。
我经常和咱们车间的兄弟们强调,多轴编程最忌讳的就是想当然。一个A轴B轴行程的限制,一个G68坐标旋转指令的误用,都可能让机床在高速运动中突然“抽筋”。通过VERICUT进行详细的机床建模和切削仿真,能帮咱们把这些在CAM软件中难以捕捉的细节放大,提前做干涉避让和刀路优化。如果想深入了解更多实用技巧,我建议大家多去像cnc自学网这样的平台,上面有不少高手分享的实战经验。
![图片[1]-VERICUT多轴编程仿真:模具加工防撞与后处理优化](https://img.alicdn.com/imgextra/i2/174756620/O1CN01hgjzFu1ym0RN4NnsK_!!174756620.jpg)
后处理的“坑”与“救火”
很多时候,VERICUT仿真跑得好好的,一上机床就报错,最常见的就是后处理的问题。比如,机床报警AL-1510轴超程,但仿真里明明没有。这很可能是后处理器在生成G代码时,没有正确地考虑机床的物理行程极限,或者对某些特定的机床循环指令(如钻孔循环)的解释与机床控制器不一致。VERICUT虽然能验证刀路轨迹,但它也需要一个与实际机床控制器高度匹配的后处理器模型。
碰到这种问题,咱们首先要对照报警信息,找出对应的轴和代码行。然后,仔细比对VERICUT模拟的运动轨迹和实际机床的运动范围。如果发现是G代码的问题,千万别慌着去改CAM里的刀路。我通常会建议先审查后处理文件的逻辑,看看是否有不当的宏程序调用或者坐标转换错误。必要时,可以手动微调G代码,小步快跑,先单段验证,确保每个指令都能安全执行。切记,验证过程中务必空运行,并时刻准备按急停。
![图片[2]-VERICUT多轴编程仿真:模具加工防撞与后处理优化](https://img.alicdn.com/imgextra/i2/174756620/O1CN01IW9aHu1ym0RNIOzd4_!!174756620.jpg)
五轴加工的“鬼门关”:碰撞与过切
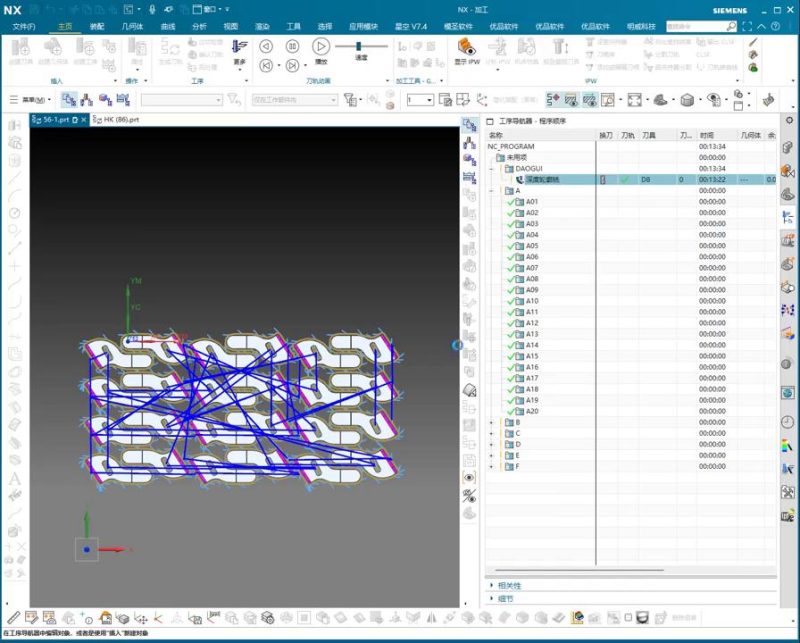
五轴加工的自由度高,但风险也成倍增加。刀具倾角的变化、主轴头部的摆动、夹具和工件的复杂几何,都让碰撞的概率大大提升。很多师傅会抱怨VERICUT仿真时间长,但这点时间跟机床撞坏的维修费和停产损失比起来,简直不值一提。仿真时,不仅要看刀尖,更要看刀杆、刀柄乃至整个主轴头的运动范围,确保在所有姿态下都不与夹具、工件或机床本体产生干涉。
过切也是五轴加工的大问题,尤其是在曲面连接处或陡峭区域。VERICUT的切削材料移除功能可以清晰地展现过切区域,比咱们肉眼在CAM里盯着看要准得多。一旦发现过切,那就是刀路策略或刀具参数有问题,需要立刻回CAM调整。对于模具加工,表面质量要求极高,任何细微的过切都会导致模具报废。我建议大家在VERICUT仿真中,把过切检测的精度调到最高,不放过任何一个疑点。关于这些深入的技术点,我推荐大家可以阅读vericut仿真VTUG模拟三四五轴数控编程加工模具后处理车铣这篇资料,相信能给大家不少启发。
模具加工的精度与效率权衡
模具加工对精度和表面光洁度要求严苛,同时又追求效率。VERICUT不光能防撞,还能在一定程度上帮助我们优化切削参数。通过分析仿真结果,可以看到不同切削策略下的材料去除率、刀具载荷分布,从而指导我们调整吃刀量、进给速度。避免了因参数保守而效率低下,或因参数激进而刀具磨损过快甚至崩刀的风险。一个优秀的编程工程师,不仅要会“做”刀路,更要会“调”刀路,而VERICUT就是那把趁手的“调节扳手”。





















暂无评论内容