
1. 老周的难题
车间机床嗡嗡转,老周却盯着 Step7 软件皱紧眉 ——FC105 功能块里的逻辑像团乱麻,这个M150到底是怎么传递到 PLC里的,翻手册半天没搞懂。生产线等着调试,他突然想起:“听易工说 AI 能解读程序?试试!”
2. 给 AI “喂” 对格式
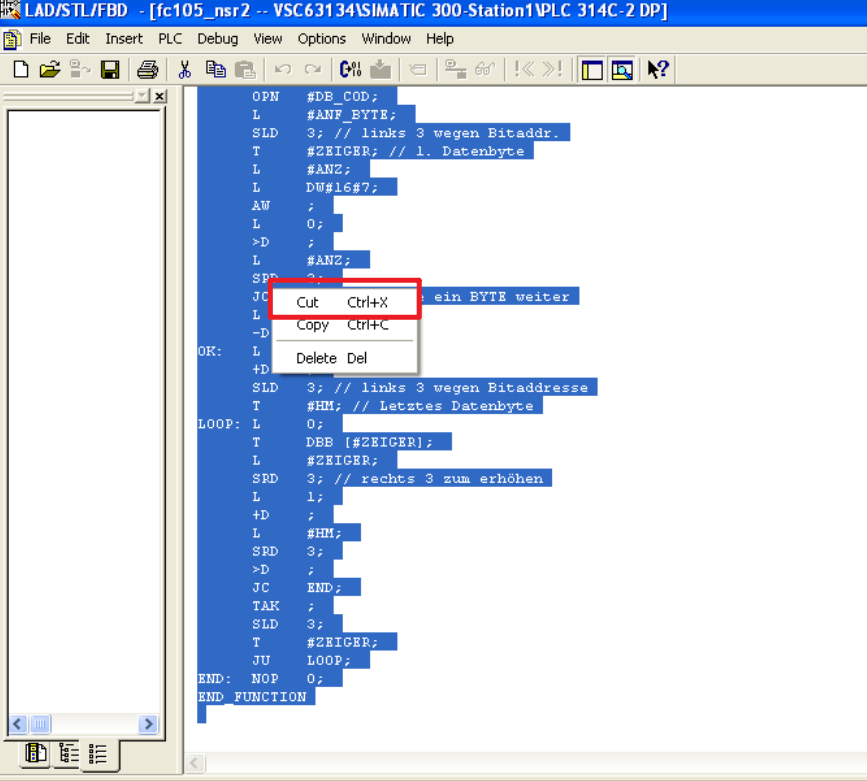
第一步得把程序转成 AI 能认的 “源文件”。老周点开 Step7 的 “File(文件)”,选 “Generate Source(生成源文件)”;
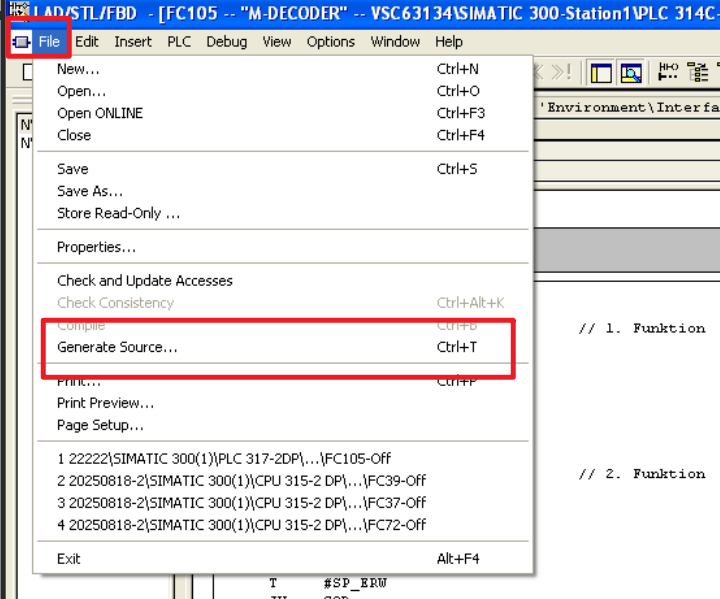
弹框里输了个好记的名 “FC105_nsr”(“FC105_NSR” 首字母);
![图片[1]-STL 程序像 “乱麻”?AI 帮机床人拆了 FC105 的 “密码”M功能解码-机械资源网](https://www.u557.com/wp-content/uploads/2025/09/wxsync-2025-09-a7ffcbd1728ac748991c1d96df58cbd6.png)
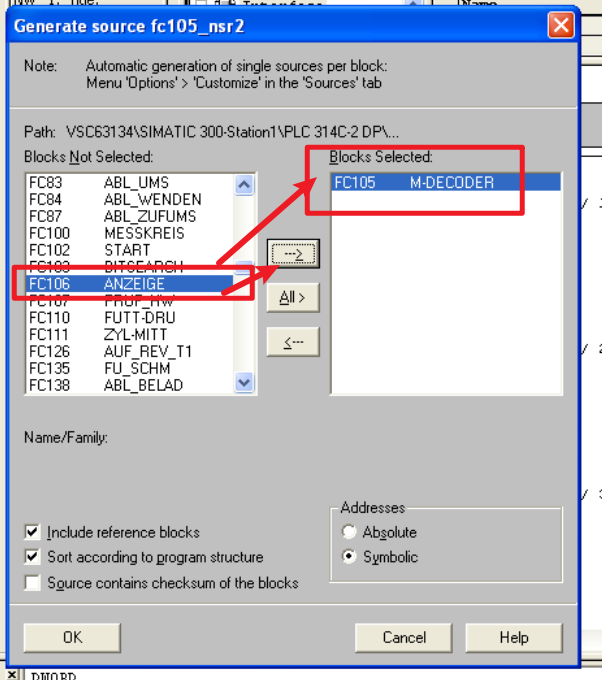
再往下翻找到 FC105,用方向键把它挪到右边框,点 “OK” 再选 “YES”,文件就生成了。
![图片[2]-STL 程序像 “乱麻”?AI 帮机床人拆了 FC105 的 “密码”M功能解码-机械资源网](https://www.u557.com/wp-content/uploads/2025/09/wxsync-2025-09-a8f7d4e9e00725ddac7a9f3e1596dcc9.png)
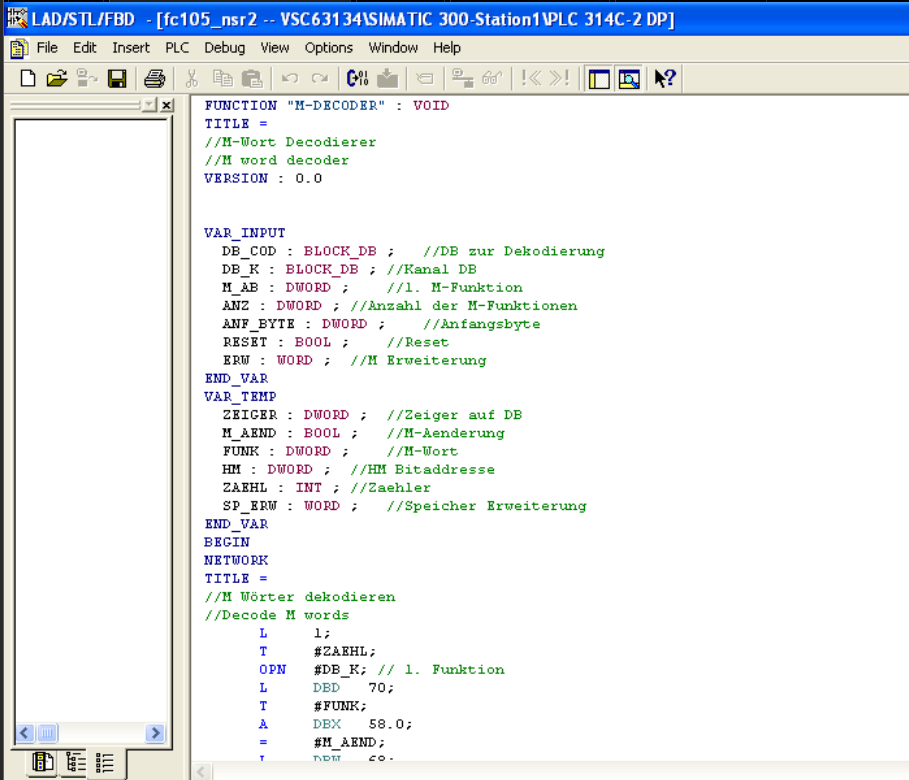
在哪儿找?打开 “项目视图”,点开 “源文件” 文件夹,“FC105_nsr” 就在里面。
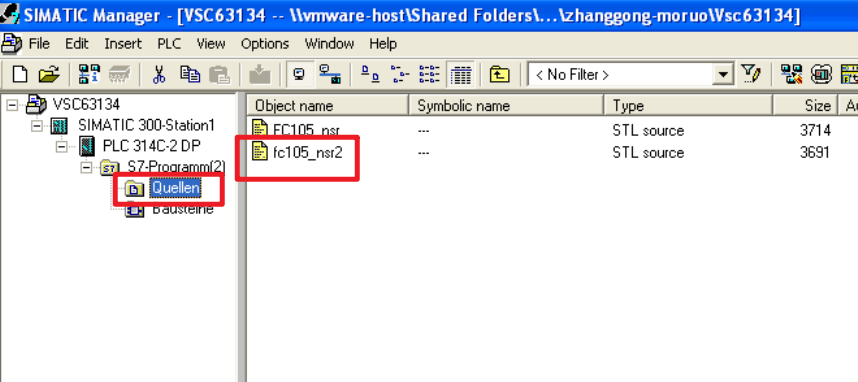
双击打开,把里面的代码全复制下来。复制到 豆包AI中,
3. AI 帮着 “拆” 程序
老周打开豆包,把代码粘贴进去,输入一些要求。
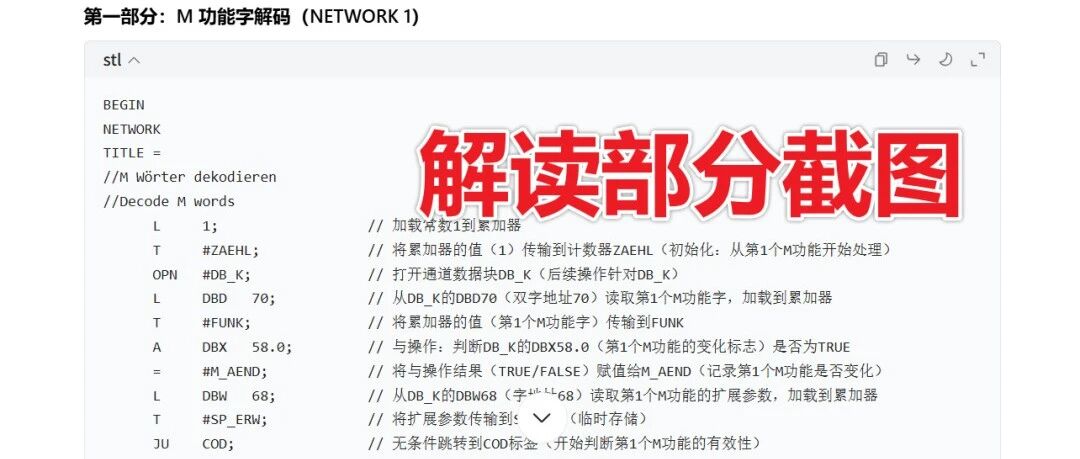
“给每行代码加注释,说说这个程序是干啥的。” 这个程序是西门子840dsl中的一个子程序,这个程序的功能可能是对辅助功能M代码的解码。如果NC中执行M150,会有什么结果
没几秒,AI 就回复了 ——“NAME FC105_nsr” 是定义文件名,“VERSION : 0.1” 是标版本号,带 “L”“T” 的指令是给寄存器赋值、判断信号范围,
还明说 FC105 的核心是
当 NC 程序执行M150时,M-DECODER会:
-
从
DB_K中读取M150的功能字、变化标志和扩展参数; -
判断 M150是否在[M_AB, M_AB+ANZ-1]范围内且扩展参数匹配; -
计算其在DB_COD中的存储位地址,并将该位置位,完成解码。 最终,DB_COD中对应的位会被置为TRUE,用于后续逻辑(如 PLC 对 M150 功能的执行控制)。 -
照着注释一看,老周很快找到量程设置的错,改完后机床传感器数值立马正常了。
4. 拥抱 AI,让技能升级
AI 不是抢活儿,是给大脑 “伸援手”—— 帮我们快速拆懂复杂代码,省出时间解决调试难题。跟着易工系统学数控调试维护,再加上 AI 这个 “代码翻译官”,再难的 STL 程序也不怕。
借 AI 的力,让自己在机床和代码间更顺手,这才是新时代数控人的好办法。


© 版权声明
教程收集于网络,如有侵权请务必联系站长删除
THE END























暂无评论内容