
五轴编程的刀路陷阱与避险
刚上手hyperMILL 2018的五轴编程,最头疼的就是刀路与实际机床运行的“脱节”。很多新手,甚至是有些经验的,都可能在后处理、刀轴控制这些环节栽跟头。我见过不少机床因为后处理没调好,导致刀具直接撞到夹具上,那声音,听着都心疼。
后处理的致命误区:不只是代码格式
别以为后处理只是把软件里的刀路翻译成机床能读懂的代码那么简单。后处理文件(Post Processor)的配置,直接决定了机床运动的合法性和安全性。我发现很多兄弟直接套用通用后处理,结果在五轴联动时,机床报“AL-1510 轴超程”或者“SV-002 伺服报警”,这就尴尬了。这通常是后处理没针对你的机床运动行程、坐标系、M/T代码进行匹配导致的。
排查与纠正:
- 首先,检查机床说明书,核对各轴的最大行程和最小行程。
- 然后,仔细比对你的hyperMILL后处理配置,确保A/B/C轴的旋转方向、零点位置、以及行程限制都跟机床一致。
- 特别是五轴转换时,G68/G69指令的调用逻辑,以及机床特有的M代码(比如M200/M201的刀具倾斜补偿),如果后处理没写对,轻则报警停机,重则直接干涉。
- 我建议,初次使用新后处理,务必在NC模拟软件(如VERICUT)中进行全面验证,再进行机床空运行测试。
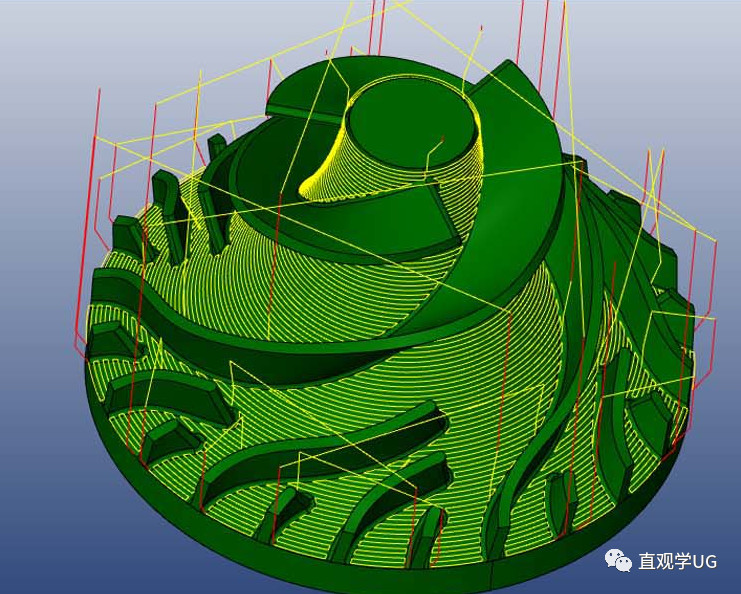
刀轴矢量控制:防撞是第一要务
五轴加工最核心的挑战就是刀轴矢量的控制。在hyperMILL里,各种刀轴控制策略让人眼花缭乱。但选错了,轻则废工件,重则毁机床。特别是遇到深腔、复杂曲面,刀具稍微一倾斜过大,刀柄就可能和工件甚至夹具亲密接触。
![图片[1]-hyperMILL2018五轴编程:避坑、防撞与优化实战-机械资源网](https://www.u557.com/wp-content/uploads/2025/08/wxsync-2025-08-3d8fd894013df62579e548b3cf7107b8.jpg)
防撞策略:
- 在策略选择上,优先使用“自动防碰撞”或“优化刀轴”功能,软件会尽力计算出安全的刀轴方向。
- 设定合理的安全距离和角度限制,比如最小倾斜角、最大倾斜角,以及避免刀具轴线与被加工面过于平行,这能有效防止刀尖摆动过大或刀柄干涉。
- 充分利用hyperMILL的“碰撞检测”模块,模拟整个加工过程,把所有潜在的干涉点都找出来。红色区域就是危险,别侥幸。
联动误差与表面质量:公差与进给的博弈
许多人觉得五轴加工精度高,就敢把刀路公差(Tolerance)放得很宽。我发现这样搞,机床在加工复杂曲面时会“抖”得很厉害,表面加工纹路粗糙,甚至出现“过切”现象。这是因为公差过大,导致系统计算的插补点减少,机床在相邻点之间需要进行较大的非线性补偿,冲击大。
优化方案:
- 粗加工时可以适当放宽公差,提高效率。但精加工时,务必把公差设置得足够小(比如0.01mm甚至更小),确保机床平稳运行。
- 同时,进给率(Feed Rate)要与机床刚性、刀具强度和工件材料相匹配。不是越快越好,速度太快,机床伺服响应不过来,同样会影响精度和表面质量。
- 利用hyperMILL的“平滑”功能,可以有效优化刀路,减少机床冲击,提升表面光洁度。
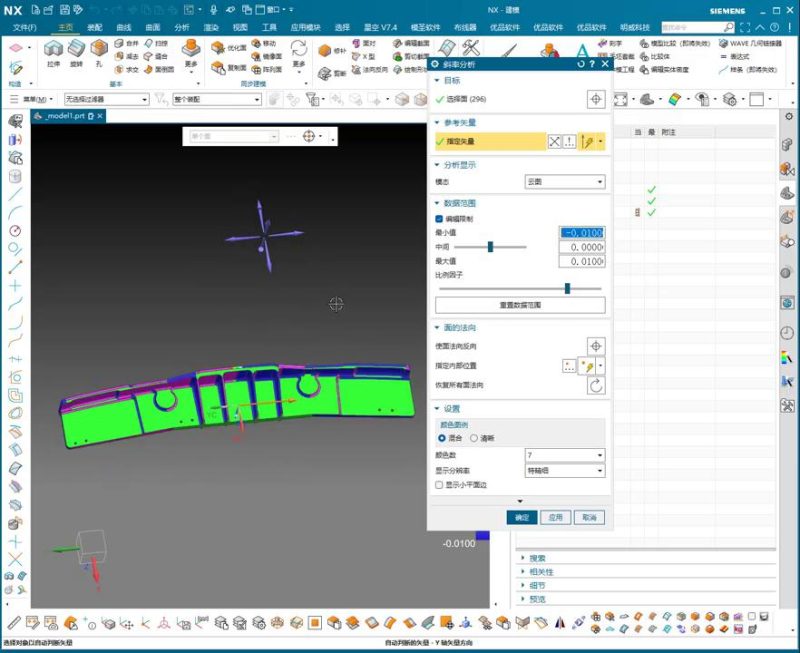
hyperMILL 2018实战中的经验教训
要真正玩转hyperMILL 2018的三四五轴编程,光懂理论不行,还得有实战经验。我当初也是摸爬滚打,从一次次报错和碰撞中吸取教训。咱们要学会的,就是如何从根源上规避这些风险。
![图片[2]-hyperMILL2018五轴编程:避坑、防撞与优化实战-机械资源网](https://www.u557.com/wp-content/uploads/2025/08/wxsync-2025-08-6d1fe7a851600abba54f3e905f1c1595.jpeg)
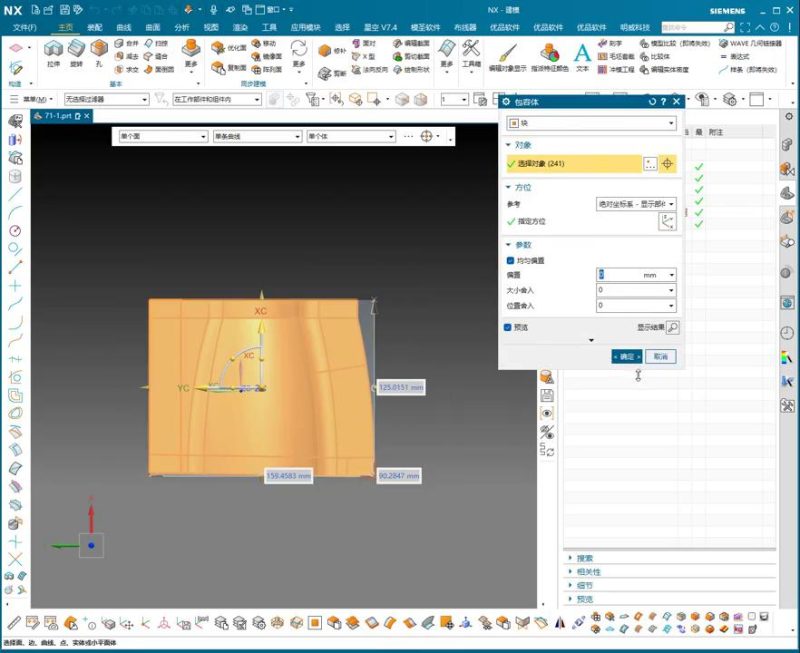
粗加工策略:高效与安全的平衡
粗加工阶段,讲究的是效率和安全。在hyperMILL中,高效去除余料是关键,但绝不能忽视“残余量”和“抬刀”问题。我见过有粗加工完,刀具抬刀轨迹不合理,直接刮蹭工件表面,或者残余量太大,导致精加工时刀具负荷过大甚至崩刀。
- 合理设置“安全高度”和“抬刀方式”,确保刀具在非切削区域有足够的避让空间。
- 对于复杂零件,可以采用“再粗加工”策略,利用小刀具清除大刀具无法触及的区域,避免精加工刀具负担过重。
- 通过“进给率优化”功能,根据切削载荷动态调整进给,既保证效率又保护刀具。
精加工与干涉避让:细节决定成败
精加工是体现表面质量和精度的环节。hyperMILL的精加工策略多样,但刀路的选择、进退刀方式、以及刀轴的微调,都直接影响最终效果和安全性。
- “曲面法线”或“恒定Z轴”等精加工策略要根据工件形状和精度要求选择。
- 在狭窄区域,我建议使用“点控五轴”或“多轴联动避让”功能,精细控制刀轴,避免刀柄与已加工面发生干涉。
- 检查“进退刀”路径,确保其平滑无冲击,并且避开任何可能的碰撞点。小细节,大问题。
模拟验证:空运行是保命符
无论你对hyperMILL多熟悉,对机床性能多了解,在实际加工前,模拟验证永远是最后一道防线。我建议,不要只看软件自带的模拟,那只能发现刀路层面的问题。
- 尽可能使用第三方NC模拟软件(如VERICUT),它可以更真实地模拟机床运动、夹具干涉,甚至检测G代码错误。
- 机床空运行(Dry Run)是必不可少的,特别是在五轴加工中。在安全距离下,让机床按照实际程序空跑一遍,听听声音,看看各轴运动是否平稳。
- 全程观察机床坐标系显示、轴行程,确保没有异常报警。宁可多跑一遍空程序,也比撞机修机便宜得多。
咱们编程这行,安全永远是第一位。不要心存侥幸,多一份细致,就少一份风险。在学习hyperMILL2018三四五轴编程的路上,遇到问题别急,多去CNC自学网这样的平台交流,总能找到解决办法。毕竟,【秒杀】hyperMILL2018三四五轴基础到高级编程,带你快速熟悉五轴编程 这样的教程,是帮你快速入门的利器,但真正的经验还得靠自己上手去磨。
💡 学习者 FAQ 解答
Q1: 机床在执行hyperMILL生成的五轴程序时,突然报“AL-2010 轴间隙过大”或“SV-013 伺服位置偏差大”,该如何排查?
A1: 这通常不是编程问题,而是机床机械或电气问题。轴间隙大,可能是丝杠磨损、联轴器松动或导轨间隙过大。伺服位置偏差大,多半是伺服电机编码器故障、伺服驱动器参数漂移,甚至是伺服电机本身的问题。先停机检查对应轴的机械连接,用打表法检查丝杠和导轨精度。如果机械没问题,就得找机床维修师傅检查伺服系统了,别自己瞎动电源。
Q2: hyperMILL刀路模拟正常,但实际加工时,刀具在某个角度突然发生轻微刮蹭,甚至出现“噼啪”声,但没报警。这可能是什么原因?
A2: 模拟正常但实机出问题,往往是模拟精度不足或机床刚性不足。刮蹭可能的原因有:1. 刀具实际尺寸与CAM中设置有偏差(刀具磨损或新刀具尺寸公差)。2. 夹具强度不够,加工受力后工件产生微小变形。3. 机床本身的几何精度有误差,尤其是五轴联动时,各轴运动轨迹的耦合误差被放大。4. 最常见的,余量设置不合理或残余量清除不彻底。我建议,先用精度更高的测量工具对刀具进行精确测量,然后降低进给和切深,用小吃刀量观察。如果还不行,考虑工件装夹的刚性问题。
Q3: hyperMILL后处理输出的G代码在FANUC系统上运行正常,但在西门子系统上加载后,机床提示“10640 G代码语法错误”或“NC0030 未知M代码”,我该怎么处理?
A3: 这是典型的后处理兼容性问题。FANUC和西门子系统虽然都是数控系统,但在G/M代码的语法、宏程序调用、循环指令、甚至坐标系定义上都有显著差异。你需要一个专门针对西门子系统的后处理文件。如果手头没有,就得手动修改G代码。常见的西门子语法错误包括:G代码后面需要带小数点(如G01.),M代码格式(如M30而不是M030),以及宏程序的定义方式(FANUC用#,西门子用R参数或DEF语句)。最保险的办法是找到对应的西门子系统编程手册,对照手册修改或联系后处理开发商获取适配的后处理。
💡 遇到这步卡壳别慌!我当年也是看这套 《CNC视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【PowerMill Ultimate 2018 下载安装与激活疑难全解】 ,我已经帮大家打包好了,直接拿走不谢:
本文技术要点源自:《【秒杀】hyperMILL2018三四五轴基础到高级编程,带你快速熟悉五轴编程》原文完整版,建议收藏研究。























暂无评论内容