
多轴建模的陷阱与规避
在UG8.0进行多轴编程时,模型精度与曲面连续性是首要关注点。我发现很多新手在处理复杂曲面时,经常因为曲面质量不高导致后续刀路出现跳刀、过切,甚至产生不必要的提刀动作。UG8.0老版本里,曲面建模稍微不注意,多轴刀路出来就容易出问题。因此,在建模阶段,务必检查UV网格,确保关键过渡面的G2甚至G3连续性,这是保证多轴刀路顺畅的基础。
工件坐标系与机床坐标系是核心
多轴编程,特别是五轴联动,工件坐标系(WCS)与机床坐标系(MCS)的设定是重中之重。特别是工件需要倾斜或旋转加工时,稍微不对,刀路就偏得离谱,轻则废料,重则撞机。别指望机床自己能算对,咱们编程时就得在UG里把这些关系搞定。旋转中心、旋转轴向,每个参数都得精准定义,哪怕是0.001毫米的误差,在多轴联动下都可能被放大。
多轴刀路生成与验证的实战要点
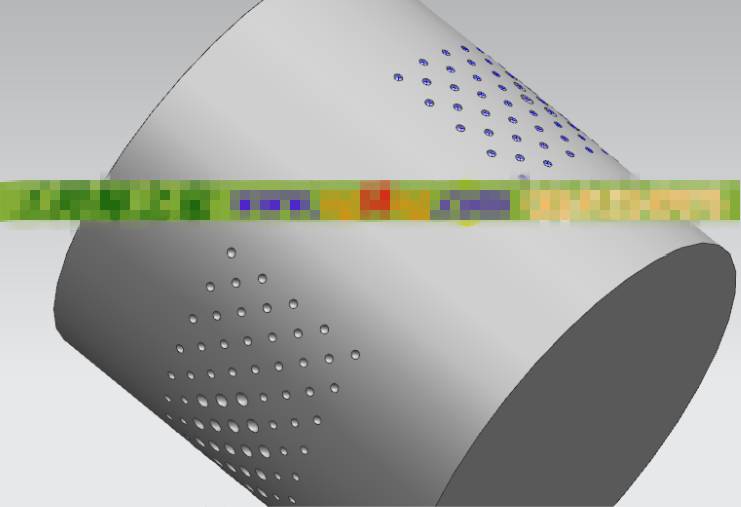
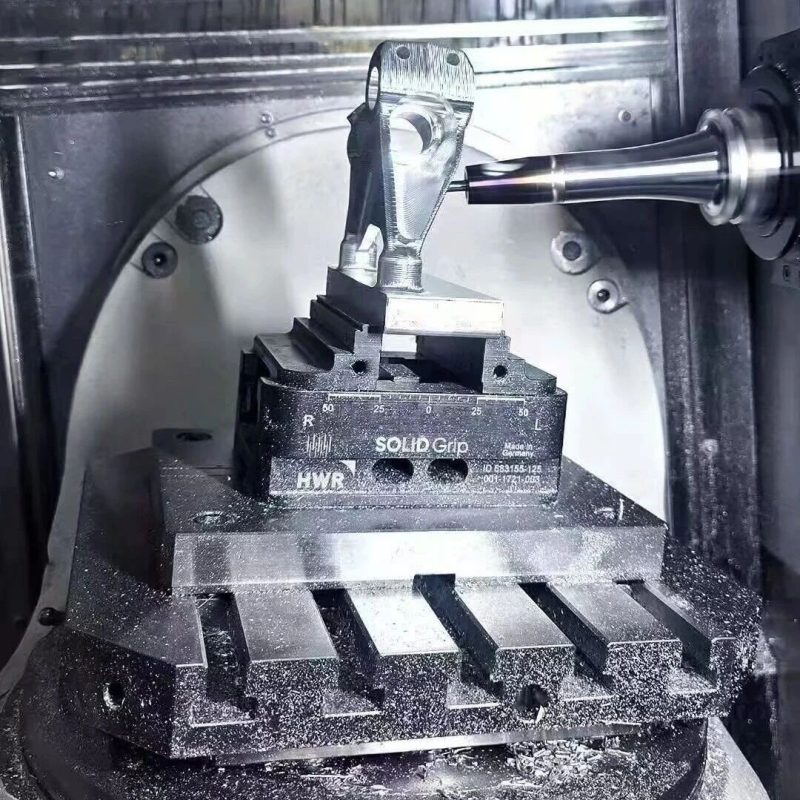
刀轴控制是多轴加工的灵魂。在UG8.0里设刀轴,一定要多试几种策略,比如固定轴、围绕矢量、倾斜到点等等。五轴联动,刀柄、刀杆、夹具,甚至机床本身(比如主轴头、工作台),都可能干涉。用UG自带的仿真功能反复跑,模拟刀具路径,别怕花时间。UG2406/2506在这块优化了很多,提供了更智能的干涉检查和避让算法,但基本思路不变——仿真,再仿真!如果你的电脑配置不高,或者模型太复杂,仿真速度慢,那更要耐心。提前发现问题比机床出事强百倍。
后处理的选择与定制:防患于未然
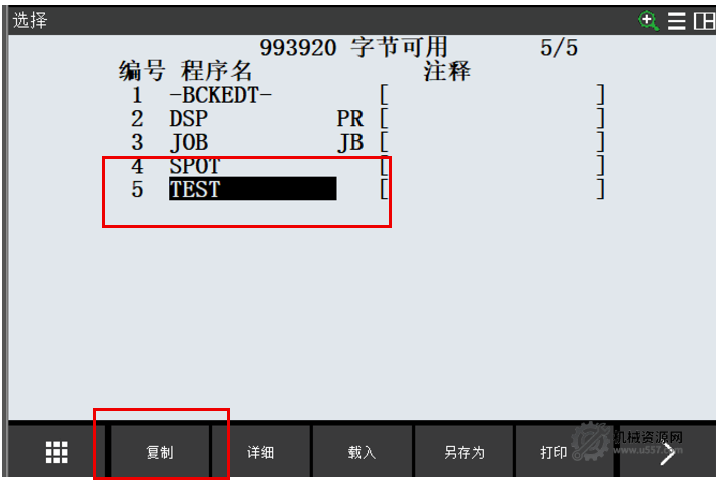
后处理是个大坑,也是决定多轴程序能否上机床的关键。UG自带的通用后处理不一定能完美适配咱们的五轴机床,尤其是那些非标定制的设备。五轴机床的A/B/C轴的旋转方向、极限行程、G代码格式、甚至一些宏程序的调用方式,都得精准定义。一旦后处理不对,轻则程序跑不起来,机床报“G代码语法错误”,重则报AL-1510轴超程。我建议,如果遇到不常见的机床型号,一定要找专业的后处理定制服务,或者去CNC自学网这种平台多看看,上面有不少关于后处理定制的经验分享,能少走很多弯路。
![图片[2]-UG多轴高级建模:防撞、报警与版本通用实战-机械资源网](https://www.ug8.uk/wp-content/uploads/2025/09/4.webp)
高版本UG兼容与升级考量
从UG8.0过渡到UG2406或UG2506,模型数据兼容性通常不是大问题,但高版本可能会有新的刀路策略和优化算法。这意味着你如果还用UG8.0的老旧编程习惯,在高版本里可能会效率不高,甚至产生一些意想不到的问题。比如,高版本在多轴曲面光顺、余量控制方面有显著提升。所以,在熟悉UG8.0的基础上,多尝试新版本的新功能和推荐策略,能有效提升加工质量和效率。
提升效率与规避风险
无论UG哪个版本,多轴加工的核心都是稳定和安全。吃刀量、进给速度、退刀距离,这些参数在多轴里更敏感,因为刀具的接触方式和受力状况更复杂。空运行是必须的,而且要慢速空运行。空运行的时候,要仔细观察刀具路径,听机床声音有没有异常,观察各轴运动是否平稳。有任何异常马上暂停排查,不要心存侥幸。记住,多轴加工安全第一,效益第二。这些技术要点和实战经验,如果你想深入学习,可以参考UG8.0多轴高级建模_多轴零件建模实例讲解 高版本UG2406 UG2506通用 这篇教程,原文完整版值得收藏研究。
💡 遇到这步卡壳别慌!我当年也是看这套 《CNC自学网视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【NX 2506正式版完整下载与安装指南】 ,我已经帮大家打包好了,直接拿走不谢:
💡 学习者 FAQ 解答
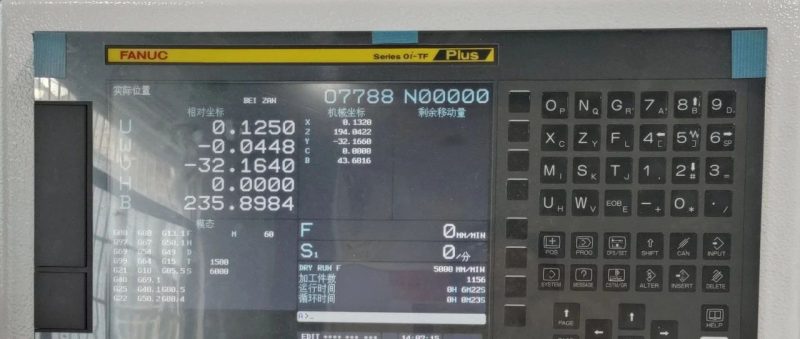
Q1: 机床报AL-1510轴超程,多轴程序刚启动就报警,是不是后处理参数设错了?
A1: 八九不离十是。首先检查后处理里A/B轴的旋转极限和方向,对比机床实际参数。其次,在UG里模拟刀路时,看刀轴是不是有剧烈翻转或者走到了死角位置。如果是,调整刀轴控制策略或者手动修改G代码的A/B轴坐标。也有可能是你的工件坐标系设定,导致A/B轴的起始位置就超限了。
Q2: 五轴加工时,机床突然发出刺耳的摩擦声,刀具很快就磨损,是不是吃刀量太大了?
A2: 不一定光是吃刀量。多轴加工,刀具刚性、夹持长度、刀具伸出量都会影响切削稳定性。听到异响,第一时间暂停,检查刀具是否崩刃、夹持是否牢固。也可能是刀具路径在某些区域的切削角不合理,导致“骗刀”或者切削力瞬时过大。检查你的刀轴倾角,有时候稍微调整一下,切削状况会好很多。
Q3: UG生成的五轴程序,在机床上空运行正常,但一上工件就报SV-002伺服报警,这是咋回事?
A3: SV-002伺服报警通常是负载过大或运动异常。空运行没问题说明路径几何没大毛病。一上工件就报警,很可能是实际切削力超出了伺服电机的承受范围。检查你的切削参数:进给、吃刀量、主轴转速。特别是多轴联动时,刀具进入材料的冲击载荷,或者某些复杂曲面区域的切削阻力,都可能让伺服过载。有时候,机床本身伺服增益设置不合理也会有影响,但通常先从切削参数入手。





















暂无评论内容