
精雕JDpaint:刀路精度与过切隐患,你踩过多少坑?
在精雕JDpaint里做刀路,最容易出问题的地方就是参数设置。尤其是在处理复杂曲面或精加工时,如果吃刀量、步距、公差这些参数没给对,机床在加工过程中就可能出现颤抖、表面质量差,甚至直接撞刀的惨剧。我发现很多新手,甚至是有些老手,都习惯用默认参数跑,或者凭感觉给,这是车间里的大忌。
我建议,对于不同的材料和刀具,咱们都得有套自己的参数库。粗加工时,吃刀量可以大点,步距适当放开,但要保证排屑顺畅。精加工就得保守,尤其是公差,别看它只是个小数值,差一点,出来的工件精度就天壤之别。公差给大了,刀路轨迹不圆顺,机床运行起来会像抽风一样,那股子异常的噪音,你得留心。公差给小了,计算量大,编程效率低,机床运行也慢。这个平衡点,需要多跑多试,多积累。
如何通过参数调整避免隐患
吃刀量(AP/AE): 别一味追求效率,忽略刀具寿命和机床刚性。尤其是在模具钢这种硬料上,吃刀过深容易崩刀,甚至把主轴憋停。咱们得看切削声音,听着吃力了就降下来,宁可多走几刀,也别把刀和机床都毁了。
步距: 精雕的步距设置直接影响表面纹理。粗加工可以大些,精加工时,特别是3D曲面,步距必须设小。但过小的步距会大幅增加程序行数,导致后处理文件庞大,机床读取缓慢,甚至出现卡顿。这里我建议在保证表面质量的前提下,适当优化步距,比如在平坦区域可以略大,陡峭区域再减小。
公差: 这是JDpaint里优化刀路的灵魂。它决定了刀路对模型轮廓的逼近程度。如果公差设得太大,刀路会变得粗糙,加工出来的产品尺寸或形状可能不符合要求,出现“过切”或“欠切”。我通常会设置内外公差,确保刀具路径既不过切,也不欠切。咱们宁可把公差设得严苛一点,让软件多计算几秒,也别让机床跑废一整块料。记住,小公差是精度保证,大公差是事故隐患。
后处理与机床联动:别让G代码掉链子
JDpaint刀路编好了,但要是后处理文件没设好,那麻烦就大了。最常见的,就是程序下发到机床后,直接报个“AL-1510 轴超程”或者“P/S 0100 路径数据出错”之类的报警。这多半是后处理把某些轴的行程搞错了,或者是坐标系转换出了问题。
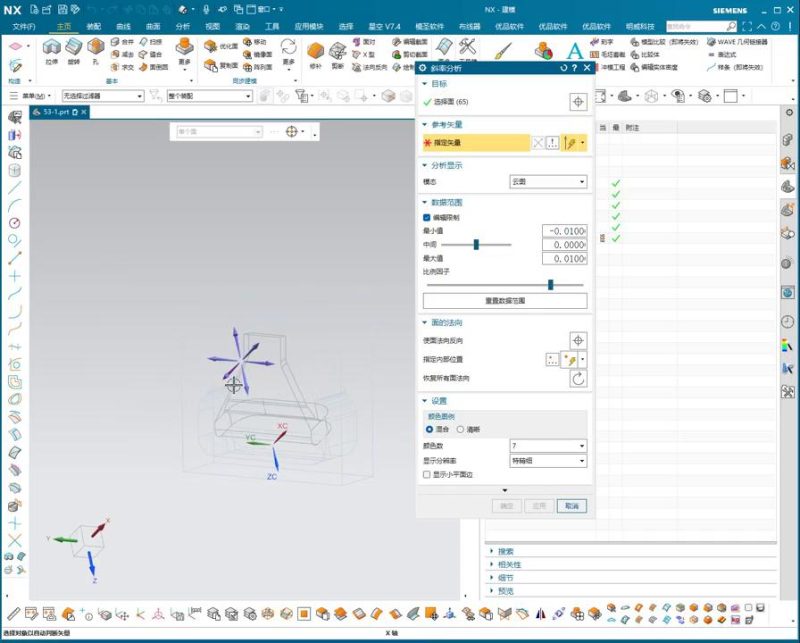
![图片[1]-精雕JDpaint入门与实战避坑:高效提升加工精度](https://nimg.ws.126.net/?url=http%3A%2F%2Fspider.ws.126.net%2Fc0853811a49b78db3a875f574cd7bbea.jpeg&thumbnail=660x2147483647&quality=80&type=jpg)
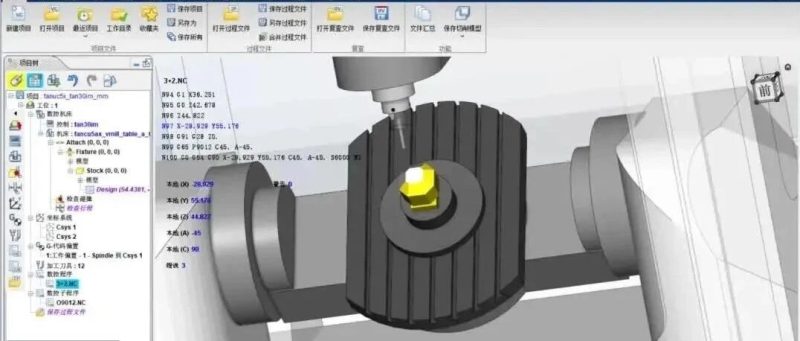
咱们每次生成G代码后,最好先用CIMCO Edit这类软件快速检查一遍,看看有没有异常的G代码、M代码,特别是轴的运动范围。有没有R值、Q值这种咱们机床系统不认识的循环指令?有没有不该出现的G54~G59以外的附加坐标系?这些都得在空运行前,仔细核对。万一发现不对劲,与其冒险上机,不如先回JDpaint检查后处理配置,或者手动改G代码,但手动改G代码风险高,得是老手才敢干。
仿真模拟:防撞的最后一道防线
很多人觉得仿真耗时间,直接跳过,这是最要命的习惯。我跟你说,车间里80%的撞机事故,都能在仿真阶段被发现。JDpaint自带的仿真功能虽然不是顶级的,但它能帮你找出大部分的干涉隐患。
我建议每次编程完,都老老实实地做一遍刀路仿真和整机仿真。检查刀具有没有碰到夹具?有没有扎到台面?刀柄、主轴头有没有和工件或夹具干涉?哪怕是多花十分钟,也能省下几万甚至几十万的维修费。空运行也是必须的,每次上新程序,哪怕仿真过了,空运行也得走一遍,听听声音,看看轨迹,特别是高速运动的轴,有没有异常抖动。别嫌麻烦,这是保命。
本文技术要点源自:《精雕自学参考指南 JDpaint _北京精雕入门提高实战》原文完整版,建议收藏研究。
实战加工:眼观耳听,异常预警
机床真跑起来了,咱们也不能掉以轻心。得眼观六路耳听八方。加工过程中,要是突然出现刺耳的摩擦声,或者切削声音变得沉闷,那肯定有问题了。可能是刀具磨损了,也可能是进给速度或吃刀量不匹配。
切屑的颜色和形态也能告诉咱们很多信息。正常的切屑是银白色或蓝紫色,形状规整。如果切屑颜色发黑,甚至冒烟,或者切屑呈现粉末状,那就说明切削参数有问题,温度过高或者吃刀太猛。赶紧按急停,先停下来检查。别等到火花四溅,刀具折断,主轴抱死才反应过来。咱们操作机床,最重要的是安全,其次才是效率。
如果你想进一步精进精雕JDpaint的实战技巧,或者需要解决编程中的具体难题,CNC自学网提供了丰富的教程和资料,很多都是我当年自学时也反复咀嚼的,绝对能帮到你。





















暂无评论内容