
UG NX2027三轴编程,别被表象蒙蔽!
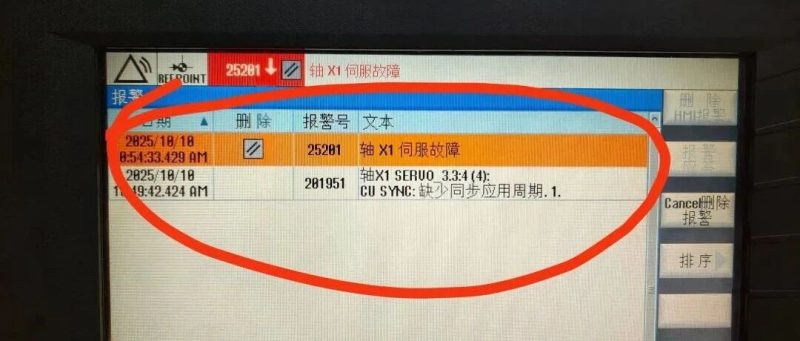
在UG NX2027三轴编程中,最容易让人头疼的就是刀路优化与干涉避让。不少新手兄弟们在CAM软件里模拟得天花乱坠,一上机就出幺蛾子。这可不是软件的问题,而是你对参数理解不透,或者后处理没调试到位。我见过太多次,程序在电脑里跑得顺滑,到机床一开,主轴就猛地往下扎,直接报Z轴超程(AL-1510)!
首先,咱们得明白UG NX2027三轴编程的核心,就是把设计意图转化为机床能懂的G代码。但这个转化过程,中间的坑可不少。最常见的,就是刀路公差设置。公差给得太大,刀路就粗糙,机床走起来像“喝醉酒”,表面质量肯定完蛋,甚至可能引发刀具震颤,磨损加剧。反之,公差太小,程序量急剧膨胀,机床处理起来吃力,加工时间也翻倍,得不偿失。我建议,粗加工的公差可以适当放宽,精加工则要严格控制,具体数值得根据材料和刀具情况“打表”测试。
后处理调试:防止G代码“下毒”
后处理(Post Processor)是UG NX编程的“命门”,也是最容易出问题的地方。很多兄弟直接用软件自带的通用后处理,或者网上找个不知名的就往上套。这就像给法兰克系统喂西门子的代码,不出问题才怪!我曾经遇到过,一个新手编程员生成的程序,在换刀点上主轴突然加速,差点把刀具甩飞,幸亏我眼疾手快按了急停。后面一查,是后处理里换刀指令(M06)后缺少了降速或定位指令。这种隐患,UG NX2027的仿真模拟是很难完全发现的,因为它更多关注几何干涉,而非机床运动逻辑。
![图片[1]-UG NX2027三轴编程:避坑指南与实战救火经验](https://www.mbian.com/mbian/2025/09/18/d212765370409f94a07f45e602a738cf.png)
调试后处理,你得懂点G代码,知道哪些指令对应机床的什么动作。像刀长补偿(G43 H_)、刀具半径补偿(G41/G42),这些在三轴加工里至关重要。如果后处理把H值输错,或者漏掉,轻则加工尺寸超差,重则直接撞刀。再有就是安全高度的设置。很多时候,机床在空行程移动时,由于后处理的安全平面参数设置不当,导致抬刀不够高,或者在工件上方横穿,极易引发与夹具或工件边缘的干涉。我一般会强制在后处理里添加一个绝对安全高度,确保刀具在非切削移动时,始终处于一个足够高的位置。
刀路策略与防撞:实战的硬道理
UG NX2027提供了丰富的刀路策略,比如等高、平面铣、型腔铣等等。但每种策略都有其适用范围。新手最容易犯的错,就是“一招鲜吃遍天”,一套策略走到底。比如用等高加工平面,效率低下不说,刀具磨损也不均匀。选择合适的刀路策略,能有效提高加工效率和表面质量。
防撞是UG NX三轴编程的头等大事。除了安全高度,还得注意刀柄干涉。UG NX的刀具库里,你可以建立详细的刀柄模型。但很多人嫌麻烦,直接用默认数据,或者刀柄模型不精确。结果就是,刀具前端没问题,但刀柄在深腔或陡峭区域,悄无声息地就和工件干涉了。UG NX2027有强大的碰撞检测功能,但它只管你建模的准不准,你模型都不准,它也爱莫能助。所以,刀柄模型一定要建精细,并且在生成刀路后,务必进行全路径仿真,仔细检查每个细节,特别是角落和底部区域,甚至可以手动拖动滑块,慢速模拟。
最后,多在cnc自学网这种平台看看别人的编程思路和实战经验,少走弯路。编程这活儿,理论是基础,但实战经验才是真金白银。不懂就问,别怕犯错,但同样的错误别犯两次,尤其是撞机这种大错。多研究UG NX2027三轴编程入门与实战这样的教程,把里头的知识点吃透,才能真正做到心中有数,手下不乱。
💡 学习者 FAQ 解答
Q1: UG NX生成的G代码,机床在执行到M06(换刀)后,突然报“AL-1510 轴超程”或“SV-002 伺服报警”,怎么排查?
A1: 遇到这类报警,首先别慌,按急停。这通常是后处理的问题。仔细检查M06指令前后的G代码,看是否有安全平面(如G28/G30的参考点)设置错误,或者换刀时X/Y轴快速移动超出了软限位。后处理可能在换刀时没有先抬刀到安全高度就直接移动。解决方法是修改后处理文件,在M06指令前强制插入一个Z轴抬刀到绝对安全高度的指令,并确保换刀点在机床行程范围内。
Q2: UG NX仿真没问题,但在实际加工中,刀柄经常与工件或夹具发生干涉,尤其是在深腔加工时,如何避免?
A2: 仿真没问题但实际干涉,这通常是你的刀具库和刀柄模型不够精确。UG NX的防撞检测是基于你输入的模型数据。我建议你重新测量或核对实际刀具和刀柄的尺寸,并在UG里重新建立更精确的刀具组件模型,包括刀柄、刀杆、刀片等。然后在生成刀路后,使用UG的“刀具路径验证”功能,选择“分析”模式,仔细检查整个加工区域的干涉。特别是对于深腔,可以调整刀具倾角,使用更长的刀具或更细的刀柄,甚至考虑分层加工或多轴联动来避让。
Q3: 三轴加工过程中,机床在某个特定区域加工时,突然报“AL-21 主轴过载”或“SV-001 伺服报警”,这是什么原因?
A3: 主轴过载报警,第一反应是吃刀量太大了。检查一下该区域的刀路参数,是不是切深(Ap)、切宽(Ae)设置得过于激进?或者进给(F)太高了。尤其是陡峭区域或加工余量突然增大的地方,容易出现这种情况。可能是残余量没清干净,导致二次切削量过大。另外,刀具磨损钝化,或者工件材料硬度局部不均匀也可能导致过载。先降低切削参数,如果还不行,检查刀具是否磨损,或重新规划刀路,采用螺旋下刀、摆线切削等方式,确保刀具均匀受力。
💡 遇到这步卡壳别慌!我当年也是看这套 《视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【NX 2027 安装教程:从下载到激活,彻底解决许可证服务器端口配置与ugslmd.exe替换难题】 ,我已经帮大家打包好了,直接拿走不谢:




















暂无评论内容