
UG夹具设计,这玩意儿最容易出岔子的地方,不是模型多复杂,而是装夹定位出问题,直接导致加工过切或者工件变形报废。我见过太多兄弟,图纸上画得有模有样,一上机床,夹具一锁紧,工件就跑偏,或者刀具直接干涉撞夹具,那真是烧钱又耽误活。
UG夹具设计:2406通用版防撞防错核心
咱们搞工装夹具设计,UG这套活(特别是UG2406通用版)不只是画画图那么简单,它是一套实打实的生产预警系统。我刚入行那会儿,吃了不少亏才明白,设计夹具得从“最坏情况”去考虑。
夹具定位与装夹:精度与刚性的生死线
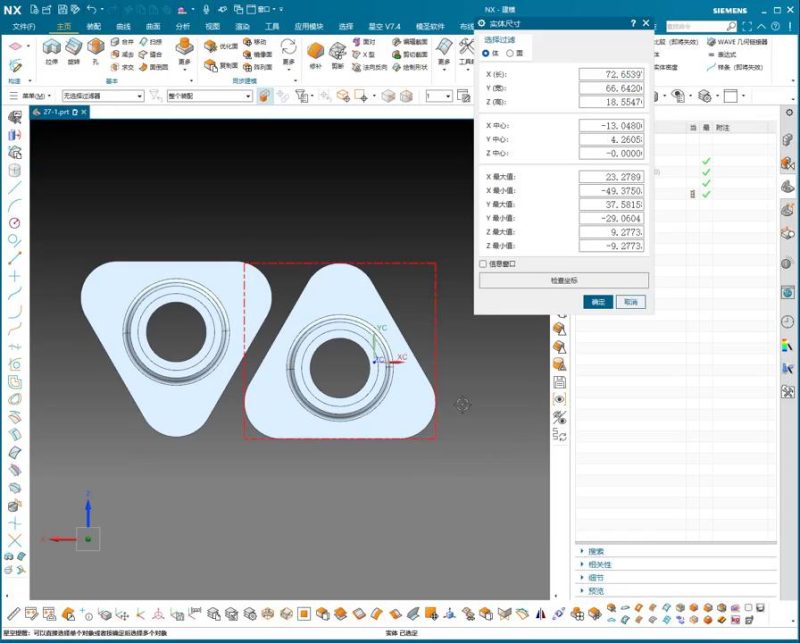
定位是夹具的灵魂。如果定位销、定位块没搞好,或者尺寸公差给得太松,零件一装上去就晃荡,或者每次装夹位置都不一致,那精度根本就是奢望。我建议大家在UG里,不仅要建好夹具体,更要模拟工件在加工受力后的变形状态。
有时候,为了图快,定位销就简单地做成圆柱,完全忘了考虑毛坯的尺寸波动。结果就是,一批零件装上去,有的紧有的松,加工出来的尺寸就跳刀。正确的做法是,至少要有一个定位销是带间隙的,或者采用浮动定位,确保工件能顺利到位且定位稳定。
夹紧力的施加也得讲究。夹紧点和支撑点必须合理分布,保证工件在加工过程中不会产生变形。特别是那些薄壁件,夹紧力过大容易压变形,过小又容易松动。在UG里做夹具分析时,多跑几次受力仿真,看看哪些地方是薄弱环节。
干涉检查与路径优化:避免机床“撞车”
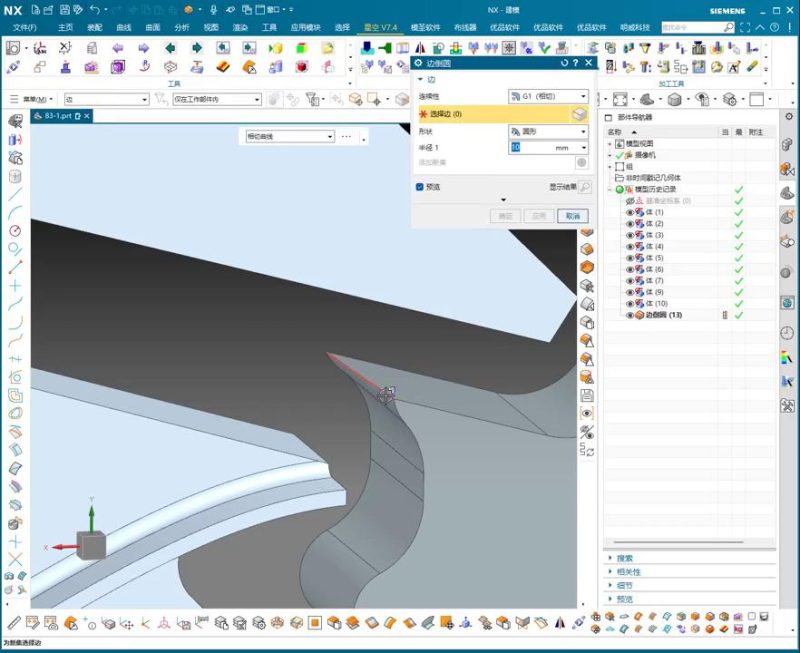
UG强大的干涉检查功能,是咱们在车间避免撞机的最后一道防线。设计完夹具,必须在UG里进行完整的刀具路径仿真,把刀具、刀柄、工件、夹具以及机床运动范围都包含进去。别偷懒只看刀尖,刀柄干涉夹具的情况比比皆是。
- 路径预演:在UG里把整个加工过程跑一遍,注意观察刀具在进退刀、快速移动时的轨迹。很多撞机事故都发生在快速移动段,或者换刀区域。
- 安全距离:预留足够的安全距离,特别是对于五轴机床,旋转轴的运动范围往往超出常规认知。夹具设计得太紧凑,很容易在极端角度下与机床主轴或工作台发生干涉。
- 后处理风险:UG生成的刀路,最终要通过后处理生成NC代码。后处理如果没设好,机床识别出来的指令可能跟UG模拟的结果不一样。我见过因为后处理错误,导致Z轴抬刀不充分,直接撞上夹具的案例。这种问题,往往在机床报出“SV-002 伺服报警”或者“AL-1510 轴超程”之后才发现,这时候已经晚了。所以,咱们在生成NC代码后,最好用CIMCO Edit这类软件再检查一遍,或者上机床先空运行。
UG夹具设计进阶:通用性与经济性考量
一个好的UG夹具设计 夹具培训教材 UG工装夹具设计 UG2406通用,不仅要满足当下产品的加工需求,还要考虑其通用性和经济性。特别是针对UG2406这种通用性平台,咱们要学会举一反三。
模块化与标准化设计
夹具设计可以尽量采用模块化思路。比如,定位块、压板、支撑件等都可以设计成标准件,方便快速更换和组合,适应不同尺寸、不同形状的工件。这样不仅能缩短夹具设计周期,还能降低制造成本。咱们cnc自学网里有不少这方面的资料,都能提供参考。
成本与效益平衡
在保证加工质量和安全的前提下,夹具设计还要考虑制造成本。有时候一个零件只生产几件,却设计一个复杂的高精度夹具,这就有点杀鸡用牛刀了。用UG做设计的时候,也要有成本意识,比如选用通用材料,简化结构,减少加工工序。毕竟,咱们干这行,最终还是要给工厂省钱创效益。
总的来说,UG夹具设计不是纸上谈兵,是实打实的工厂经验。多跑模拟,多检查干涉,多问问现场的机加工师傅,比什么都强。
💡 学习者 FAQ 解答
Q1: UG仿真里明明没干涉,机床上却报AL-1510 X轴超程,或者SV-002伺服报警,这是咋回事?是不是后处理有问题?
A1: 这种情况,八成是后处理参数设置跟实际机床运动极限不匹配。AL-1510通常是软限位报警,SV-002是伺服跟着指令跑不动了。首先,检查后处理输出的G代码,看看X轴指令是不是超出了机床最大行程。其次,确认机床参数里的软限位设置,是不是比你UG里设定的工作区要小。也有可能是你在UG里计算的安全距离太极限,机床快进时没考虑到伺服响应时间,直接撞上了。我建议,先空运行,手放在急停上,眼睛盯着行程表。如果还不行,把NC代码手动改一下,把X轴起点往回拉几个毫米,再试试。
Q2: 夹具设计好了,工件一装上去,用百分表打表发现有0.05mm的跳动,加工出来产品精度就不够,怎么排查是夹具问题还是工件毛坯问题?
A2: 0.05mm的跳动,在精密加工里是致命的。先别急着怀疑工件。第一步,把工件拿掉,空夹具打表,看定位面和夹紧面有没有变形或者异物。第二步,换个同批次的毛坯,多试几个,看跳动是不是有规律。如果每个毛坯都差不多,那很可能是夹具的定位块、支撑点精度不够,或者夹紧力不均匀导致工件变形。尤其是用压板夹紧的,压板受力点如果没跟支撑点对齐,工件很容易“翘头”。我当年也遇到过,最后发现是定位销没退让,毛坯装配有干涉,一夹紧就顶歪了。记住,在UG里设计时,要考虑毛坯的粗糙度和公差,给定位留点余量,或者设计成可调节的。
Q3: 我用UG2406设计了个多工位夹具,仿真看起来没问题,但实际加工时,刀具在不同工位之间切换时,偶尔会听到“蹭”的一声,怀疑有轻微干涉,但又没报警。这种隐性干涉怎么彻底排除?
A3: 这种“蹭”声是最危险的信号,说明离撞机只有一线之隔。UG仿真毕竟是理想状态,机床运动有惯性、有振动,刀具也会有轻微偏摆。排除这种隐性干涉,我通常这么干:慢速空运行:把快进速度调到最低,逐段运行,特别是换刀、工位切换和抬刀区域,用眼睛死盯,用耳朵细听。手动示教点:在UG仿真时,在怀疑干涉的几个关键点位设置停顿点,然后到机床上手动示教到这些点,仔细检查刀具与夹具、工件之间的最小间隙。刀具补偿:有时是刀具刃磨公差,实际直径比设定的稍微大一点。尝试在UG里把刀具直径稍微放大0.01-0.02mm,重新跑仿真看看。夹具优化:如果多次确认是夹具问题,哪怕只有轻微干涉,也必须修改夹具。安全无小事,别为了省那点修改时间,最后报废昂贵零件甚至损坏机床。记住,永远要为你的夹具设计留足安全余量,特别是刀具进入狭窄区域或者深腔时。
💡 遇到这步卡壳别慌!我当年也是看这套 《CNC视频教程总目录》 才彻底顿悟的,同行们可以直接在这看:
🎁 顺便给兄弟们发个福利,全网难找的 【UG2406免安装版:高效部署与问题终结】 ,我已经帮大家打包好了,直接拿走不谢:





















暂无评论内容